Observación: Este artículo contiene información avanzada relacionada con el Ultrafuse 316L. Nuestra configuración predeterminada de Ultrafuse 316L ha sido ajustada para una buena calidad y unos resultados óptimos, y están totalmente testados en nuestro laboratorio. Estos consejos complementan la configuración para asegurar la mejor calidad de impresión con 316L.

El Ultrafuse 316L es un filamento compuesto por un 80% de polvo de acero inoxidable y un 20% de polímero aglutinante diseñado para ser fácilmente impreso con tecnología FDM. La máxima resistencia y dureza de este material se alcanza después de un proceso de desaglomeración y sinterizado, permitiendo la producción en serie de piezas funcionales a muy bajo coste.
Un material abrasivo

El Ultrafuse 316L contiene partículas de acero y es bastante abrasivo. Se recomienda imprimirlo con el BCN3D Hotend M , de lo contrario, desgastará los hotends estándar quedando inservibles en muy poco tiempo.
Consulta este artículo si deseas saber un poco más sobre los motivos por los cuales imprimir este filamento con nuestro Hotend M:
Hotend M - Materiales metálicos
Adhesión de la primera capa
Imprimir correctamente la primera capa es fundamental para evitar deformaciones de la pieza después del proceso de desaglomeración y sinterizado. Una primera capa muy despegada o excesivamente pegada provocará la delaminación y deformación de la pieza.
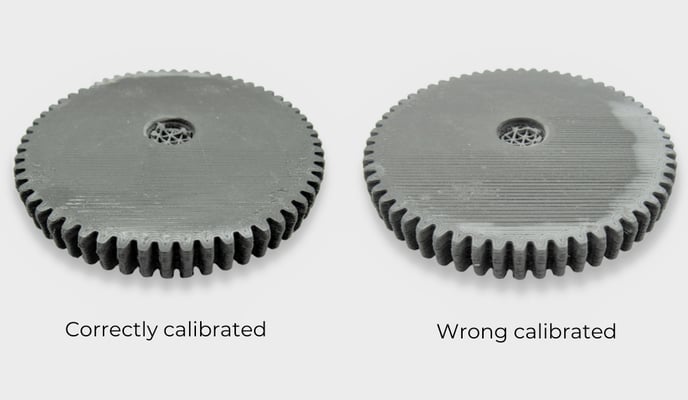
Te recomendamos estar atento durante la impresión de la primera capa, verificando que queda bien adherida.
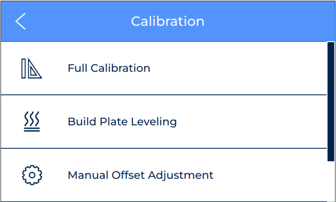
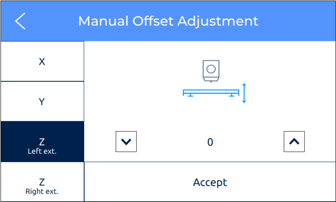
Si necesitas realizar un ajuste fino del offset Z, puedes ir al menú calibración / calibración manual y reducir o incrementar la separación entre el hotend y la superficie de impresión manualmente.
Recomendamos habilitar el uso de Skirt/Falda. Este parámetro lo encontrarás en el apartado de adhesión a la superficie de impresión de tu slicer BCN3D Stratos.
Nota: Conoce más sobre el proceso de calibración visitando este artículo: Calibración de los hotends (Epsilon Series).
Escala la pieza correctamente
Después del proceso de desaglomeración y sinterizado, la pieza impresa se encoje. Con el perfil recomendado de impresión de BCN3D Stratos, es necesario escalar la pieza en un 119% en la dirección de los ejes X e Y, y un 124% en el eje Z, para asegurar que la pieza tenga las medidas correctas.
%20Cropped.png?width=688&name=35%20(3)%20Cropped.png)
Nota: para que el proceso de desaglomeración y sinterizado se realice de forma correcta, la pieza no debe exceder las dimensiones 100*100*100mm.
Los mejores resultados se obtienen al imprimir piezas de 60*60*60mm.
Configurando los soportes
Este es un material que requiere de una gran cantidad de soportes debido a los procesos térmicos a los que hay que someter las piezas para hacerlas funcionales.
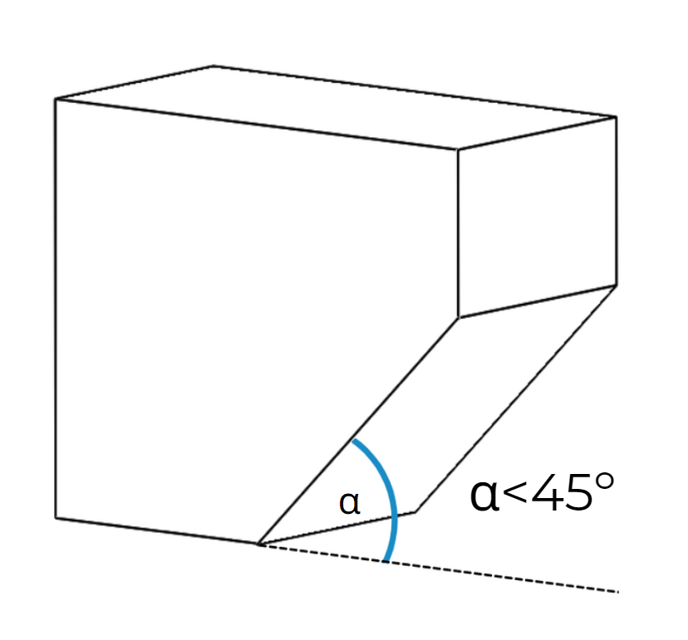

Además la densidad de soporte deberá ser elevada para garantizar la estabilidad de la pieza, entre un 30 o 40%.
Deja enfriar la pieza después de imprimir
El Ultrafuse 316L es un material que requiere enfriarse lentamente para evitar deformaciones en la pieza durante el proceso de sinterizado, ya que los cambios térmicos bruscos generan tensiones que pueden acabar en la rotura de la pieza.
Sugerencia: Deja la pieza dentro de la impresora al menos 10 minutos una vez haya finalizado la impresión.
Retira la pieza con cuidado
Las piezas impresas son algo frágiles antes de ser sinterizadas, por lo que es necesario tratarlas con sumo cuidado y sobre todo retirar las piezas con delicadeza. Una vez que la plataforma de impresión se haya enfriado por completo, aplica agua sobre la pieza y espera a que el adhesivo se disuelva por completo.
Para ayudarte a despegar la pieza puedes usar una espátula y seguir los pasos que se muestran en este artículo: Retirar las impresiones con seguridad
Sugerencia: En caso de que la base de la pieza no sea perfectamente plana, puedes lijar la superficie para mejorar su planitud antes del sinterizado.
Postprocesando Ultrafuse 316L

Una vez la pieza se le retire el material aglutinante y sea sinterizada, puede ser postprocesada como cualquier otra pieza de metal, pudiendo se sometida a procesos de corte, soldadura, pulido, entre otros.
Todos estos procesos los explicamos en nuestro artículo dedicado al Postprocesado de piezas metálicas.
Foro de la comunidad
Necesitas más consejos? Échale un vistazo a nuestro foro de la comunidad para más información como esta.
Es importante mantener tu impresora en buenas condiciones para sacarle el mejor partido. En esta tabla puedes encontrar una lista con los procedimientos para realizar el mantenimiento de los extrusores y con que frecuencia se deben hacer.
Plan de mantenimiento (Epsilon Series)
![]() Lleva tus desechos electrónicos a un servicio autorizado . Échale un vistazo a como lo hacemos en BCN3D
Lleva tus desechos electrónicos a un servicio autorizado . Échale un vistazo a como lo hacemos en BCN3D

|
Puedes ayudarnos a mejorar la Knowledge Base de BCN3D. Si crees que nos estamos olvidando algún paso o encuentras algún error, por favor usa este formulario y háznoslo saber. Formulario :) |