Este artículo contiene información avanzada relacionada con el BVOH. La configuración predeterminada de nuestro BCN3D BVOH ha sido ajustada para una buena calidad y unos resultados de confianza, y están totalmente testados en nuestro laboratorio. Estos consejos complementan la configuración para asegurar la mejor calidad de impresión con BVOH.
Consejo: Echa un vistazo a la lista de compatibilidad de materiales, te ayudará a escoger el material adecuado para trabajar con el BVOH:
La mejor manera de cuidar el material es almacenándolo correctamente
El BVOH es altamente higroscópico, esto significa que absorbe mucha humedad del ambiente, y lo hace a los pocos días de sacarlo de su caja. Cuando esto pasa, las cadenas poliméricas del BVOH se rompen a medida que el material se calienta, convirtiéndose en un material granuloso y áspero. Este puede ocasionar obstrucciones y otros problemas de calidad en la impresión.
Si quieres prevenir que esto pase y saber un más sobre este fenómeno, consulta nuestra guía de como solucionar este problema común:
Problemas de impresión relacionados con el filamento húmedo
Este filamento es bastante sensible a la radiación UV, y se degrada si esta expuesto a luz natural durante un periodo relativamente corto de tiempo. Asegúrate de almacenar las bobinas de BVOH en un lugar seco y oscuro, como el Smart Cabinet.
Configurando como se posicionan los soportes

Como se ha comentado anteriormente, el BVOH es utilizado como material de soporte, pero hay algunos ajustes que tienes que tener en cuenta para tener la mejor calidad de impresión en los voladizos.
Para que los voladizos se sostengan correctamente hay que asegurar que el contacto con los soportes de BVOH sea optimo, para ello desde las opciones de soporte, puedes aumentar la distancia x/y de soporte y la distancia minima de los mismos, esto hará que se generen más soportes debajo de la superficie y el material de la pieza cuelgue en menor medida.
La distancia entre el soporte y la pieza en el eje Z también juega un papel fundamental en la calidad superficial del modelo, normalmente cuando se imprime con un único material la pieza y los soportes, nos interesa que el punto de unión sea muy débil, sin embargo ya que el BVOH es un material hidrosoluble, esto deja de ser una necesidad por tanto puedes hacer que el soporte este en perfecto contacto con la pieza.
Para ello, desde la opción de soportes, reduce a 0mm la distancia Z.
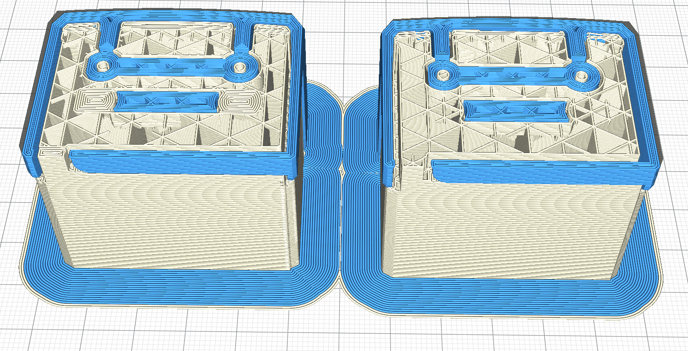
En la imagen anterior se puede ver como la densidad de los soportes aumenta antes cuando la distancia es 0.4mm, esto es porque comienza a imprimirlos primero para luego dejar el espacio indicado entre los soportes y la pieza.
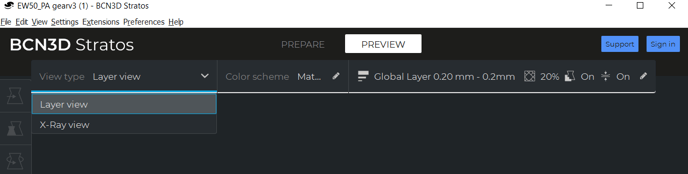
Para poder observar como se generan los soportes, puedes acceder a la vista de capas, desde el menú desplegable de vistas que aparece en la esquina superior derecha después de laminar la geometría.
Parámetros a tener en cuenta a la hora de imprimir
Aparte de las configuraciones anteriores para posicionar los soportes, existen una serie de parámetros que permiten obtener mejores resultados dependiendo de la geometría de la pieza:
- Angulo de soporte del voladizo: Para que los voladizos tengan una mejor calidad superficial, es interesante que se agreguen soportes para ayudar a que el material esté en su correcta posición, aunque el ángulo entre el voladizo y la superficie de impresión se pueda imprimir. Para agregar más soportes puedes ir reduciendo el ángulo entre las opciones de soporte.
- Expansión horizontal del soporte: Este ajuste extiende horizontalmente la estructura del soporte, haciéndola más estable. Sube este parámetro para tener soportes más solidos. Un valor de 2 mm debería funcionar bien.
- Temperatura de impresión: El BVOH tiene problemas para adherirse a superficies impresas planas, especialmente si son de PLA, pudiendo provocar warping. Para evitar esto, puedes aumentar la temperatura de impresión del BVOH para que se adhiera mejor al material.
Si quieres ahorrar tiempo de impresión y material, puedes escoger que los soportes se impriman con el material principal y el relleno del soporte con BVOH.
Como optimizar el uso de los materiales de soporte
La limpieza del hotend es clave para evitar problemas

Normalmente se recomienda limpiar los hotends después de cierto tiempo de impresión o al cambiar de material, sin embargo en materiales hidrosolubles como el BVOH, es muy recomendable limpiar el hotend después de cada impresión para evitar que el material dentro del mismo se degrade y termine bloqueando el hotend.
Como limpiar hotend (Epsilon Series)
Como limpiar hotend (Sigma Series)
Como limpiar hotend (BCN3D Sigmax)
Como limpiar hotend (BCN3D Sigma)
¿Cómo secar correctamente el BVOH?
Es necesario mantener seco el BVOH para conseguir el mejor resultado a la hora de imprimir.
BCN3D ha diseñado el smart cabinet para mantener seco el material, sin embargo en caso de no disponer de este, se puede utilizar otro dispositivo diseñado para tal fin, teniendo en cuenta que no se aconseja secarlo por más de 16 horas o a temperaturas mayores de 60ºC. De ser así, el BVOH comenzará a degradarse hasta el punto que se volverá altamente quebradizo.
Consejos para mejorar la disolución del material
Una vez que hayas acabado la impresión, necesitarás quitar el material de soporte, siguiendo estos pasos ahorraras tiempo durante este proceso:
1. Quita el BVOH que puedas con las manos o con alicates para ahorrar tiempo.
2. Sumerge la impresión en agua caliente para reducir el tiempo de disolución. Ten en cuenta que el agua no debe superar los 50ºC cuando el material sea PLA o Tough PLA.
3. Agitar la impresión mientras que está en el agua puede acelerar aun más el proceso.
Foro de la comunidad
Necesitas más consejos? Échale un vistazo a nuestro foro de la comunidad para más información como esta.
Es importante mantener tu impresora en buenas condiciones para sacarle el mejor partido. En esta tabla puedes encontrar una lista con los procedimientos para realizar el mantenimiento de los extrusores y con que frecuencia se deben hacer.
Plan de mantenimiento (Epsilon Series)
Plan de mantenimiento (Sigma Series)
Plan de mantenimineto (BCN3D Sigmax)
Plan de mantenimiento (BCN3D Sigma)
![]() Lleva tus desechos electrónicos a un servicio autorizado . Échale un vistazo a como lo hacemos en BCN3D
Lleva tus desechos electrónicos a un servicio autorizado . Échale un vistazo a como lo hacemos en BCN3D