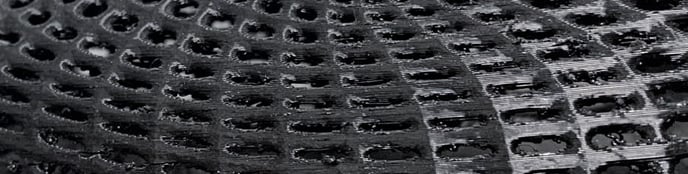
Las impresoras de BCN3D extruyen el filamento empujándolo entre dos engranajes. Los engranajes aprietan el filamento para moverlo, pero en caso de que el filamento se quede atascado, los engranajes seguiran moviendose dañando el filamento. Puedes identificar este problema mirando al filamento después de que haya pasado a través del motor.
En este artículo, encontrarás los problemas más comunes y como solventarlos.
Configuración de material

En la mayoría de casos, un error de la configuración del perfil en Stratos causa "underextrusion" o otros problemas de impresión relacionados con el filamento dañado. Recomendamos utilizar los perfiles de BCN3D Stratos ya que han sido testeados por nuestro equipo de laboratorio para conseguir la mejor calidad de impresión. Si estás utilizando estos perfiles con nuestros materiales, puedes pasar al siguiente punto.
1. Ajustes de retracción
Los ajustes de retracción evitan problemas de impresión como el hilado pero una alta velocidad de retracción o una larga distancia de retracción puede dañar el material.
Para evitar este problema es necesario retraer el filamento despacio, reduciendo la distancia y velocidad de retracción.
- Recomendamos un distancia de retracción de 7mm como máximo.
- También puedes reducir la velocidad de retracción unos 10mm/s para ver si se ha resuelto el problema.
2. Temperatura de impresión baja
Si el material no se funde a una velocidad deteminada, el filamento se quedará atascado en el hotend mientras el motor sigue empujándolo por lo que este dañaría al material. Intenta incrementar la temperatura unos 5ºC o 10ºC para que el filamento se funda a tiempo.
- Advertencia: Comprueba las configuraciones recomendadas del material que estés usando antes de incrementar la temperatura, puesto que podría quemar el filamento dentro del hotend y atascarlo.
Puedes ver la hoja técnica de cada filamento aquí: Filamentos
3. Velocidad de impresión
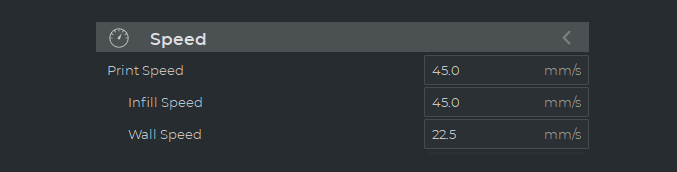
Imprimir a alta velocidad significa que los engranajes del motor girarán más rápido. En las impresiones largas, el filamento se puede dañar por la fricción entre componentes del sistema de extrusión y la velocidad del motor.
Para solucionarlo, puedes reducir la velocidad permitiendo al motor funcionar de una manera más calmada, reduce la velocidad un 50% para comprobar si el problema se ha ido o reduce la velocidad de impresión 10mm/s gradualmente.
Problemas mecánicos
La configuración no es la única cauda que daña el filamento, si has seguido los pasos anteriores y el filamento se sigue dañando, sigue estos pasos:
1. Atascamiento de hotend
/maintenance-task-clean-hotend-extruder-3d-printer-bcn3d-1.png?width=688&name=maintenance-task-clean-hotend-extruder-3d-printer-bcn3d-1.png)
Si usas diferentes filamentos o una configuración incorrecta, partes del filamento se pueden quedar atascadas en el hotend y dañar el filamento, para evitarlo, recomendamos limpiar el hotend frecuentemente.
- Haz click en la imagen de tu impresora para ir al artículo correspondiente.



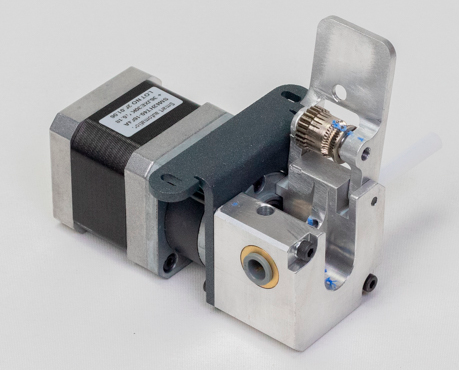
2. Tornillo del motor de extrusión mal ajustado
.png?width=688&name=extruder-motor-epsilon%20Cropped%20(1).png)
Si el motor de extrusión no está debidamente ajustado, podría ser que los engranajes no puedan agarrar el filamento o el filamento quede aplastado por la alta presión.
Para ajustarlo correctamente, aprieta el tornillo al máximo y desajústalo una vuelta.
/r17-extruder-screw.png?width=688&name=r17-extruder-screw.png)
3. Bowdens dañados

El filamento viaja a través de los tubos bowden, lo que causa cierta fricción durante durante toda la curva; si el bowden se daña la fricción en la zona dañada puede causar que el filamento se quede atascado.
Puedes comprobar visualmente si el bowden tiene una brecha y mirar si el filamento puede pasar fácilmente o no.
Consejo extra: Recuerda limpiar los motores de extrusión
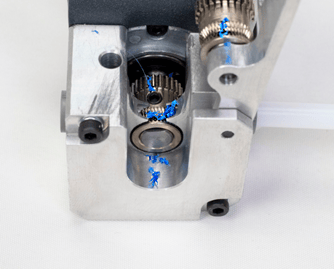
Si has tenido alguno de los problemas descritos en este artículo, es importante limpiar los motores para evitar problemas de under-extrusión o de tracción de filamento.
- Haz click en la imagen de tu impresora para ir al artículo correspondiente.
Conclusiones
- Utiliza los perfiles recomendados para comprobar si el problema se debe al perfil de impresión o al hardware
- Ajusta la temperatura, reduce la velocidad por debajo de 50mm/s y evita retracciones rápidas
- Limpia tu hotend cada vez que cambies de material para evitar tapones
- Si aún tienes problemas de este tipo después de seguir los pasos detallados en este artículo, contacta con nuestro equipo de soporte.