Extrusor de relleno

Permite elegir el extrusor con el que se imprime el relleno.
A nivel practico da la posibilidad de que la pieza tenga un material resistente a condiciones ambientales y otro interno que resista esfuerzos físicos, como pudiera ser una pieza de TPU con interior de ABS, donde el ABS aportaría resistencia estructural y el TPU sería el exterior sometido a rozamientos.
Densidad

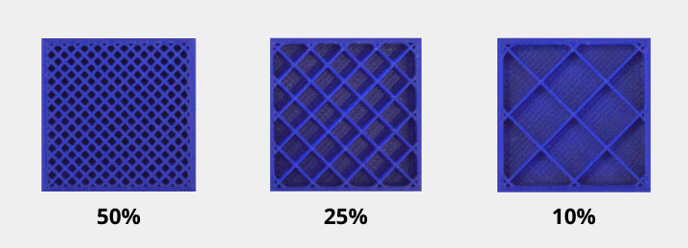
Es la cantidad de material que se usa en el interior de la impresión. Este valor se indica en porcentaje.
Consejos a la hora de establecer la densidad de relleno:
- Piezas que no requieran someterse a esfuerzos pueden usar una densidad de 20% o menos.
- El 100% de relleno no es necesario para conseguir la máxima resistencia del modelo impreso. Existen otros parámetros que mejoran la resistencia.
- Aunque la pieza no vaya a soportar esfuerzos, el relleno de esta debe ser mayor a 0% para hacer de soporte a las capas superiores que forman el techo.
- Para aumentar la flexibilidad del modelo impreso es recomendable usar menos del 20% de relleno.
Patrón

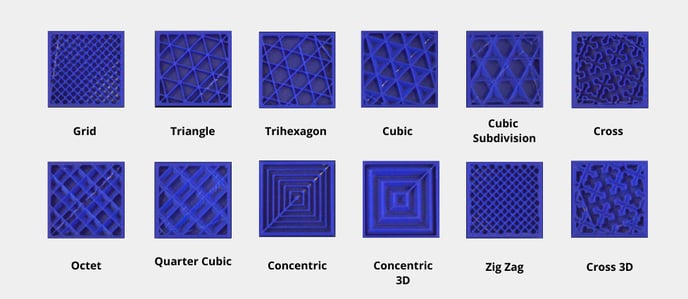
La geometria del patrón influye directamente sobre la resistencia mecánica de la pieza. En este apartado podrás escoger entre los 12 patrones disponibles.
A continuación encontraras una lista con los patrones de relleno usados comúnmente:
- Líneas: Para impresiones rápidas este patrón es ideal, consume poco material y ofrece resistencia en el plano X/Y.
- Rejilla: En apariencia se asemeja al patrón de líneas, sin embargo es significativamente más resistente que este. Tarda un poco más en imprimirse y consume más material.
- Tri-hexagonal: Es el relleno 2D más resistente. Crea una malla de hexágonos con triángulos incrustados en el plano X/Y.
- Cúbico: Crea cubos girados en 45º en el espacio que ofrecen una excelente resistencia en todas las direcciones. Sin embargo, consume algo más de tiempo y material.
- Octeto: En términos de resistencia se asemeja al cúbico, pero por su construcción en forma de pirámides cuadradas hace de mejor de soporte al techo del modelo.
- Concéntrico: Consume menos material que el resto de patrones y es el más indicado para imprimir piezas flexibles. Requiere poco tiempo de impresión al ser una estructura interna en espiral.
Superposición de relleno

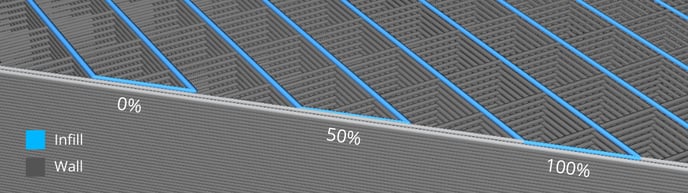
Es el porcentaje de relleno que se imprime sobre las paredes, permitiendo aumentar la resistencia de la pieza a coste de tener áreas sobre-extruidas.
Reducir este parámetro permite eliminar las marcas del relleno sobre las paredes, algo muy útil tanto por estética como por calidad dimensional.
Relleno antes que las paredes

.png?width=688&name=prueba4%20Cropped%20(1).png)
Con este parámetro se puede cambiar el orden en el que se imprimen el perímetro y el relleno.
Activado:
Facilita la impresión de voladizos y puentes.
Aumenta la resistencia de las paredes en las direcciones X/Y.
Desactivado:
Reduce las marcas superficiales provocadas por el relleno.
Las medidas de la pieza se aproximaran mejor al diseño.
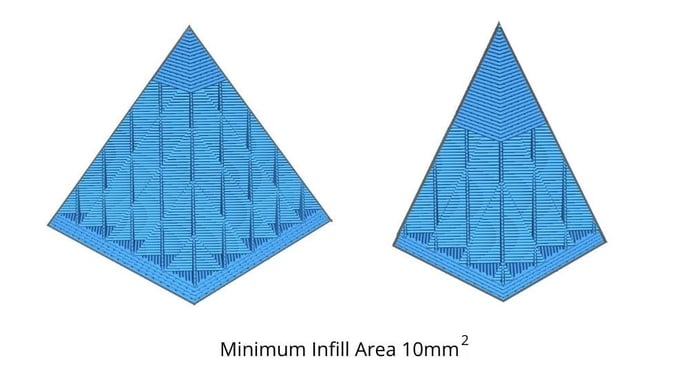
Área de relleno mínima

Comunidad del foro
Necesitas más consejos? Consulte nuestra comunidad del foro.
Es importante mantener la impresora en buen estado para aprovecharla al máximo. En este cuadro encontrarás una lista de los procedimientos de mantenimiento y la frecuencia con la que deben realizarse.
Plan de mantenimiento (BCN3D Sigma)
Plan de mantenimiento (BCN3D Sigmax)
Plan de mantenimiento (Epsilon Series)
Plan de mantenimiento (Sigma Series)
![]() Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D
Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D


|
Puedes ayudarnos a mejorar la Knowledge Base de BCN3D. Si crees que nos estamos olvidando algún paso o encuentras algún error, por favor usa este formulario y háznoslo saber. Formulario :) |