Observación: Este artículo contiene información avanzada relacionada con el PVA. La configuración predeterminada de nuestro BCN3D PVA ha sido ajustada para una buena calidad y unos resultados de confianza, y estan totalmente testados en nuestro laboratorio. Estos consejos complementan la configuración para asegurar la mejor calidad de impresión con PVA.

El PVA (El acetato de polivinilo) es un material muy utilizado en la impresión 3D como soportes por su capacidad de disolverse en agua. Esto hace que sea un material diferente al resto, y hay alguna consideraciones a tener en cuenta a la hora de imprimir con este filamento. En este artículo, compartiremos algunos consejos y trucos que normalmente utilizamos en nuestro día a día imprimiendo en BCN3D.
Consejo: Echa un vistazo a la lista de compatibilidad de materiales, te ayudará a escoger el material que se adecua más con el PVA:
Almacénalo bien
El PVA es altamente higroscópico, esto significa que absorbe mucha humedad del ambiente, y lo hace bastante rápido. Cuando esto pasa, las cadenas poliméricas del PVA se rompen a medida que el material el material se calienta, convirtiéndose en un material granuloso y áspero. Este puede ocasionar obstrucción y otros problemas de calidad en la impresión.
Si quieres prevenir que esto pase y saber un más sobre este fenómeno, consulta nuestra guía de como solucionar este problema común:
Problemas de impresión relacionados con filamento húmedo
Este filamento es bastante sensible a la radiación UV, y se degrada si esta expuesto a luz natural durante un periodo relativamente corto de tiempo. Asegúrate de almacenar las bobinas de PVA en un lugar seco y oscuro, como el Smart Cabinet.
Coloca soportes correctamente
Como se ha comentado anteriormente, el PVA es utilizado como material de soporte, pero hay algunos ajustes que tienes que tener en cuenta para tener la mejor calidad de voladizo.
Asegúrate un buen contacto con la superficie para que el voladizo este bien aguantado sobre los soportes de PVA. Un relleno de soporte creará una estructura de soporte mas densa debajo del voladizo, también coloca el soporte de Z a distancia 0mm, para que el material de impresión esté bien pegado al PVA.
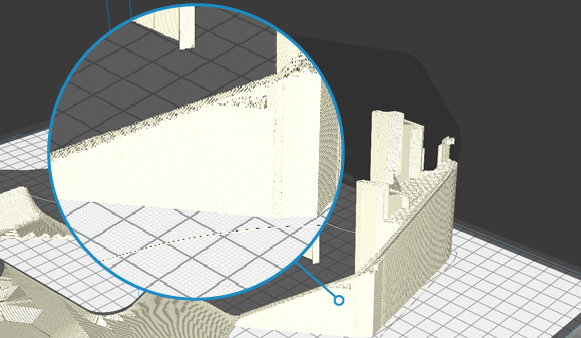
Evita imprimir torres finas con PVA, este material necesita imprimirse en geometrías densas. Configurando una densidad de soporte al 50% será suficiente para mantener la impresión estable en áreas de soporte más grandes.
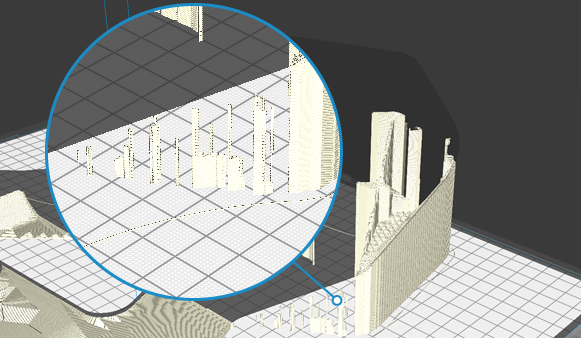
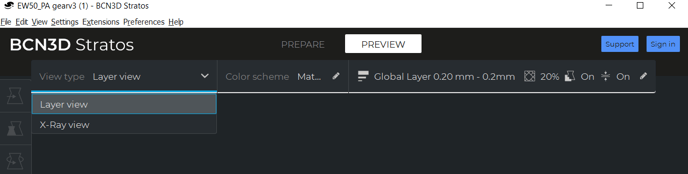
Consejo: Puedes acceder a esta vista seleccionando vista de capas en el desplegable de vistas que aparece en la esquina superior derecha después de laminar la geometría.
Si el voladizo que necesitas aguantar es estrecho, puedes jugar con estos parámetros para tener una mejor estructura de soporte:
Angulo de soporte del voladizo: Para voladizos de mejor calidad, estos deben deben ser aguantados aunque el ángulo entre ellos y la superficie de impresión se pueda imprimir. Para máxima calidad, ajusta este valor alrededor de 0º.
Expansión horizontal del soporte: Este ajuste extiende horizontalmente la estructura del soporte, haciéndola más estable. Sube este parámetro para tener soportes más solidos. Un valor de 10 mm debería funcionar bien .
Si quieres ahorrar tiempo de impresión y material, puedes escoger que los soportes se impriman con el material principal y el relleno del soporte con PVA.
Cuanto menos lo utilices, mejor
El filamento cristaliza cuando esta expuesto a altas temperaturas durante demasiado tiempo, esto hace que el noozle se atasque y puede arruinar la impresión. Pon especial atención a la temperatura de espera y el tiempo que el PVA permanece inactivo y caliente sin ser extruido.
Configurando una temperatura de espera por debajo de 150ºC y habilitando una torre principal prevendrá que el noozle se atasque. A partir de disminuir la velocidad a la que cristaliza el PVA y la purga de cualquier trozo de PVA cristalizado que pueda haberse formado mientras el cabezal de impresión estaba inactivo.
Después del trabajo de impresión, descarga el PVA y almacénalo en un lugar seco y oscuro. Limpia el hotend inmediatamente.
Como limpiar hotend (BCN3D Epsilon)
Como limpiar hotend (BCN3D Sigmax)
Como limpiar hotend (BCN3D Sigma)
Como disolver eficazmente
Una vez que hayas acabado la impresión, necesitarás quitar el material de soporte. Quita el PVA que puedas con las manos o con alicates para ahorrar tiempo. Sumerge la impresión en agua caliente para reducir el tiempo de disolución.
Foro de la comunidad
Necesitas más consejos? Échale un vistazo a nuestro foro de la comunidad para más información como esta.
Es importante mantener tu impresora en buenas condiciones para sacarle el mejor partido. En esta tabla puedes encontrar una lista con los procedimientos para realizar el mantenimiento de los extrusores y con que frecuencia se deben hacer.
Plan de mantenimiento (Epsilon Series)
Plan de mantenimiento (Sigma Series)
Plan de mantenimiento (BCN3D Sigma)
![]() Lleva tus desechos electrónicos a un servicio autorizado . Échale un vistazo a como lo hacemos en BCN3D
Lleva tus desechos electrónicos a un servicio autorizado . Échale un vistazo a como lo hacemos en BCN3D

|
Puedes ayudarnos a mejorar la Knowledge Base de BCN3D. Si crees que nos estamos olvidando algún paso o encuentras algún error, por favor usa este formulario y háznoslo saber. Formulario :) |