Introducción a los materiales de impresión 3D translucidos

Antes de empezar con los consejos de impresión, explicaremos los conceptos de transparencia y translucidez:
- "La transparencia es la propiedad que tiene un material en dejar pasar la luz y permite ver con claridad a través de el."
- "Por otro lado, un material translucido permite el paso de la luz pero no ofrece una visión clara a través de el."
Con esto en mente, hay que aclarar que normalmente se obtienen piezas impresas translucidas y no transparentes, sin embargo, es posible llegar a obtener piezas transparentes si se realiza algún postprocesado como se verá más tarde.
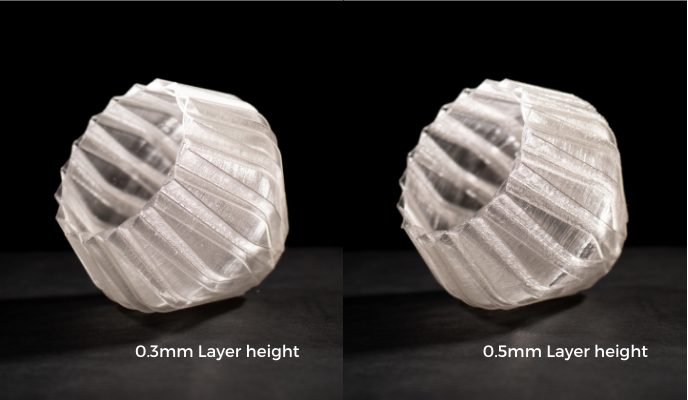
Consejo 1. Imprime capas muy gruesas
Para hacer más translucida la pieza, es necesario que las capas sean lo más gruesas posibles. Esto se debe a que la luz se dispersa al a través de las capas, provocando que mientras más capas tenga la pieza mayor sera la dispersión de la luz, haciendo que el objeto sea menos translucido.
- Recomendación: Utiliza hotends de 0.8mm o 1mm y alturas de capa 0.4mm o más.
Además hacer capas más gruesas ayudará a que el postprocesado sea más sencillo con el fin de obtener una mayor transparencia tal como se muestra en la siguiente imagen:
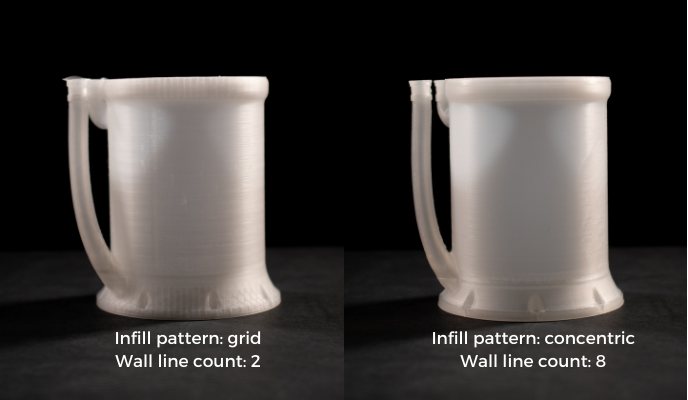
Consejo 2. Evita que el relleno sea visible
En impresión 3D generalmente las piezas no son totalmente solidas, conformandose de un perímetro y una estructura de relleno. Dichas estructuras son visibles al imprimir con materiales translucidos, las cuales dispersan la luz y reducen la transparencia.
En caso de que tu pieza no pueda ser hueca, el objetivo sería eliminar o reducir la visibilidad del relleno, esto no aumenta la transparencia en gran medida pero mejora el acabado estético.
- Para ello puedes hacer uso del patrón de relleno concentrico y reducir la densidad de relleno.
- Para reducir las marcas del relleno en zonas estrechas de la pieza, es recomendable aumentar el número de perímetros.
Consejo 3. Mejorar la unión y el brillo de las capas
Mejorar la soldadura entre capas e incrementar brillo de las mismas puede ayudar a obtener un mayor nivel de transparencia, para ello es necesario imprimir más despacio y a mayor temperatura.
Al hacer esto las capas se funden mejor, reduciendo la visibilidad de las soldaduras entre capas y permitendo que la luz no se disperse. Además, al imprimir a mayor temperatura (dentro de los valores recomendados) hace que el material tenga un acabado brillante.
De forma general imprime a la máxima temperatura recomendada por el fabricante y a una velocidad de impresión por debajo de los 20mm/s. Además puedes reducir la velocidad del ventilador de capa para mejorar la adhesión entre capas.
Consejo 4. Postprocesado: aplicación de disolventes
Con el fin de aumentar la transparencia de tu modelo impreso será necesario hacer un postprocesado y en este caso lo ideal es someter a la pieza en un baño de vapor de disolvente. Esto alisará las capas, dejando una apariencia de cristal a la pieza y volviéndola transparente.
Para realizar un baño de vapor disolvente puedes hacer uso de pulidoras de vapor, estos aparatos permiten controlar la cantidad de disolvente aplicado sobre la pieza y la duración del proceso.

En caso de no contar con este tipo de dispositivos, puedes utilizar un rociador para aplicar el disolvente directamente sobre la pieza y luego retirarlo con agua. A continuación encontraras consejos acerca de como aplicar el disolvente:
- Aplica una fina capa de disolvente sobre la pieza, evita que gotee o queden acumulaciones sobre el relieve de la pieza.
- En caso de que la pieza sea hueca, utiliza un rociador con agua para retirar el disolvente. Si la pieza es maciza, puedes sumergirla directamente en agua.
- Espera al menos 30 minutos antes de aplicar una nueva capa de disolvente.
Advertencia!
- En estos procesos se pueden liberar gases tóxicos por lo que recomendamos hacerlo en un ambiente correctamente ventilado y despejado.
- No dejes la pieza más de 10 minutos de forma continua en contacto con el disolvente, de otra forma puede llegar a deformarse.
Conclusiones
- Utiliza hotends de mayor diámetro (0.8mm o 1mm) e incrementa la altura de capa
- Imprime a la máxima temperatura de impresión recomendada por el fabricante del material y a una velocidad de impresión de 20mm/s
- Evita tener estructuras de relleno o en su defecto utiliza el patrón concentrico del relleno
- Incrementa el recuento de lineas de pared por encima de 5
- Utiliza el disolvente recomendado para tu tipo de material para hacer un baño de vapor de disolvente y mejorar el acabado general de la pieza