Conoce más acerca de este parámetro:
Evitar partes impresas al desplazarse
Comenzar las capas con la misma parte
Combing mode

Las opciones del combing mode modifican la forma como se desplaza el cabezal entre las zonas impresas de la pieza. Dependiendo de la opción que escojas puedes obtener los siguientes resultados:
Todo: El cabezal se desplazará sobre la pieza, lo que puede ocasionar desplazamientos más largos pero reduce la necesidad de hacer retracciones.
Sin forro: El cabezal evitará desplazarse sobre las capas inferiores y superiores cuando sea posible. Solo cuando se imprima el relleno, el cabezal podrá desplazarse sobre la pieza.
Apagado: Con esta opción se evitará, siempre que sea posible, que el cabezal se desplace sobre las partes impresas del modelo.
Recomendaciones:
Evitar partes impresas al desplazarse

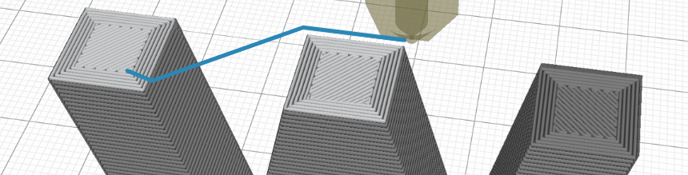
Al activar esta opción, el cabezal de impresión evitará las piezas impresas al desplazarse. Cuando el recorrido más corto entre dos puntos en la impresión no pueda ser alcanzado, el cabezal se moverá alrededor de la pieza.
Al evitar que el nozzle entre en contacto con partes que ya han sido impresas, se reduce la posibilidad de tener defectos superficiales o mezcla de materiales.
Nota: Para utilizar esta configuración, primero debe estar activado el combing mode.
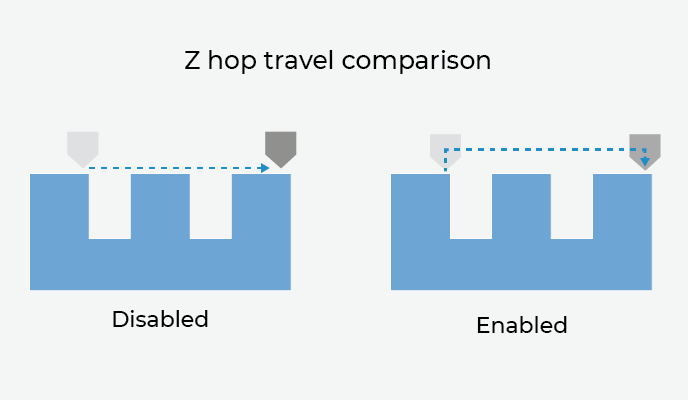
Salto en Z

Al activar el salto en Z la superficie de impresión bajará cada vez que se haga una retracción, de esta manera cuando el cabezal de impresión estará separado de la pieza mientras realiza un desplazamiento.
Altura del salto en Z: es la distancia que se separará el nozzle de la pieza.
Salto en Z después de la torre de purga: al activar esta opción, se realizará un salto entre la torre de purga y la pieza. De esta manera se evita que queden restos de material en el exterior de la pieza.
Salto en Z en el cambio de capa: el salto se realiza cuando el cabezal se desplaza para realizar la siguiente capa. Gracias a esto, se reduce la posibilidad de que hayan desperfectos en la capa impresa.
Salto en Z tras el cambio de extrusor: se realizará un salto cuando haya un cambio de extrusor. De esta forma el material restante quedará en la pieza.
Altura del salto en Z tras el cambio de extrusor
El salto en Z complementa a las retracciones para reducir o eliminar restos de material que puedan quedar entre la pieza y el nozzle. Para conocer más acerca de la configuración de las retracciones, visita el siguiente artículo: BCN3D Stratos: Retracciones.
Comunidad del foro
Necesitas más consejos? Consulte nuestra comunidad del foro.
Es importante mantener la impresora en buen estado para aprovecharla al máximo. En este cuadro encontrarás una lista de los procedimientos de mantenimiento y la frecuencia con la que deben realizarse.
Plan de mantenimiento (BCN3D Sigma)
Plan de mantenimiento (BCN3D Sigmax)
Plan de mantenimiento (Epsilon Series)
Plan de mantenimiento (Sigma Series)
![]() Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D
Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D


|
Puedes ayudarnos a mejorar la Knowledge Base de BCN3D. Si crees que nos estamos olvidando algún paso o encuentras algún error, por favor usa este formulario y háznoslo saber. Formulario :) |