What is 17-4PH?
.jpg?width=688&name=DSC00457%20Cropped%20(1).jpg)
Parts printed with Ultrafuse 17-4 PH filament obtain their final full metal properties via a debinding and sintering process.
This material can be used to print tooling, functional prototypes, jigs, and fixtures and is suitable for serial production to functional prototypes. 17-4 PH parts are ideal for the Petrochemical, Aerospace, Automotive, and Medical industries.
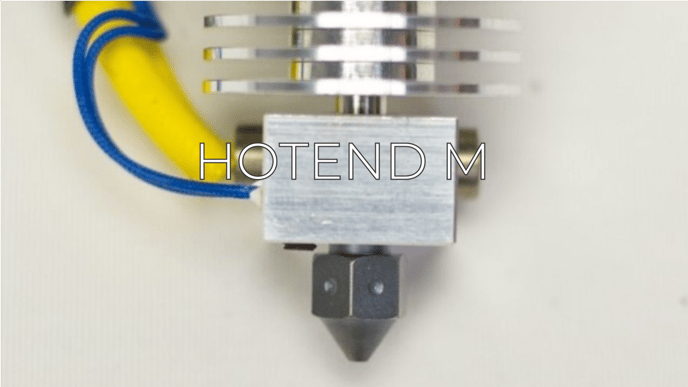
To use 17-4 PH filament you will have to install the Hotend M. Printing Ultrafuse 316L and 17-4 PH with a standard nozzle will seriously damage the hotend.
You can purchase 17-4 PH from our online store: Ultrafuse 17-4 PH.
17-4 PH compatibility with BCN3D printers / hotends:



Supported materials combinations
The Ultrafuse 17-4 PH is not compatible with the current BCN3D Filaments.
17-4 PH printing settings - Hotend M:
- Note: BCN3D Lab develops specific configurations for each material and printer. Make sure to use the last BCN3D Stratos version.
Build plate adhesion
.png?width=491&name=magigoo-metal%20Cropped%20(1).png)
Recommendations
This filament doesn't absorb humidity from the air. However if the material is not in use for extended periods of time, it is recommended to keep the 17-4 PH spools in a box or airtight container.
17-4 PH emits low levels of fumes and particles when printed. We recommend printing it in a well-ventilated area to ensure a healthy environment.
Clean the nozzle before and after each print job to ensure a good extrusion and get cleaner prints.
Digital documentation of the 17-4PH
Here you can find and download the Technical data and the Safety data sheets of our 17-4PH: