Nota: Para imprimir con Ultrafuse 316L debes tener instalado el Hotend M. Imprimir con 316L y 17-4 PH con un nozzle estándar dañara el hotend.
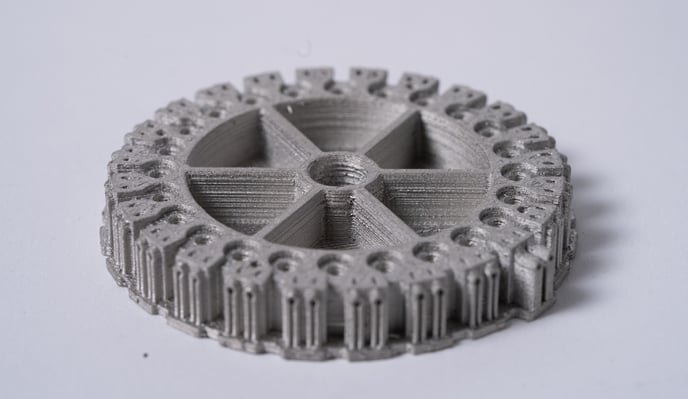
Ultrafuse 17-4 PH es un filamento compuesto de acero inoxidable endurecido con precipitación martensítica de cromo-cobre. Es magnético y totalmente tratable térmicamente para conseguir altos niveles de resistencia y dureza, manteniendo su resistencia mecánica y a la corrosión a temperaturas de hasta 315°C.
Las piezas impresas con filamento Ultrafuse 17-4 PH obtienen sus propiedades metálicas finales mediante un proceso de desaglomerado y sinterización.
Ejemplos de aplicaciones:
- Herramientas
- Componentes y accesorios
- Prototipos funcionales
- Ideal para producción en serie de prototipos funcionales
Las piezas de 17-4 PH son ideales para las industria petroquímica, aeroespacial, automotriz y en el campo de la medicina.
Puedes comprar el 17-4 PH en nuestra tienda online: Ultrafuse 17-4 PH
Compatibilidad del 17-4PH con las impresoras BCN3D / hotends:



Combinaciones de materiles disponibles:
Ultrafuse 17-4 PH no es compatible con los actuales filamentos de BCN3D.
Configuración para imprimir con 17-4PH - Hotend M:
Nota: El laboratorio de BCN3D desarrolla configuraciones especificas para cada material e impresora. Comprueba que estés usando la ultima versión del BCN3D Stratos.
Adhesión a la superficie de impresión:
.png?width=491&name=magigoo-metal%20Cropped%20(1).png)
Recomendaciones
Este filamento no absorbe la humedad del aire. Sin embargo, durante períodos prolongados sin imprimir, se recomienda mantener las bobinas Ultrafuse 17-4 PH en una caja o recipiente hermético.
Ultrafuse 17-4 PH emite niveles bajos de humos y partículas cuando se imprime. Recomendamos imprimirlo en un área bien ventilada para garantizar un entorno saludable.
![]() Ficha técnica
Ficha técnica
![]() Ficha de seguridad
Ficha de seguridad
|
Puedes ayudarnos a mejorar la Knowledge Base de BCN3D. Si crees que nos estamos olvidando algún paso o encuentras algún error, por favor usa este formulario y háznoslo saber. Formulario :) |