Que es el hilado y porque aparece
Normalmente, el hilado no debería suceder, sin embargo, a veces aparece dependiendo del filamento que se esté utilizando. El PET-G y materiales higroscópicos como el TPU o el nylon son conocidos por su propensión al hilado si no están bien acondicionados.
Hay muchas formas de solucionar este problema, afortunadamente, es fácil de resolver. Veamos todos los puntos que pueden influir para que aparezca el hilado.
Como solucionar el problema de hilado
1. Activa todos los parámetros en BCN3D Stratos
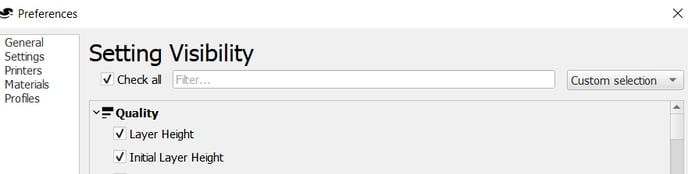
Tendrás que modificar muchas configuraciones en BCN3D Stratos. Si no ves alguno de los ajustes enumerados en este artículo, actualiza a la última versión.
Ves a Ajustes / Visibilidad de los ajustes y haz clic en la casilla "Comprobar todo" .
2. Ajusta los parámetros de retracción
- Distancia de retracción: Es el ajuste que más afecta a la calidad de impresión, es la distancia que se recoge el filamento. Si aumentas su valor, reducirás el hilado. Si lo aumentas demasiado, la impresión tendrá agujeros sin imprimir en las paredes. Intente encontrar el punto óptimo realizando pruebas de impresión.
- Velocidad de retracción: La velocidad a la que se extrae el filamento de la boquilla, si es demasiado lenta, el material tendrá mucho tiempo para gotear mientras se retrae, si es demasiado rápida, los engranajes del motor de extrusión pueden dañar el filamento y causar under-extrusion.
- Velocidad de cebado de retracción: Lo opuesto a la retracción es el cebado. Este movimiento empuja el filamento hacia la salida del noozle para que pueda continuar extrudiendo. Si bajas esta velocidad, el filamento tendrá una extrusión más controlada. Si es demasiado rápida, también se producirá goteos al comienzo de la extrusión.
3. Utiliza la temperatura correcta
A medida que la temperatura aumenta, el filamento se vuelve más viscoso y líquido, lo que significa que será más fácil que gotee y cause hilos incluso después de cambiar los ajustes de retracción. Una temperatura más baja ayudará a evitar el hilado; sin embargo, si es demasiado baja, aparecerá una under-extrusion.
Si ves que se están produciendo hilos, puedes disminuir la temperatura mientras se ejecuta la impresión yendo a Configuración / Temperaturas y bajando la temperatura del extrusor en pasos de 5ºC hasta que veas que ya no aparece este fenómenos. Puedes ejecutar pruebas de impresión para encontrar la temperatura adecuada para un filamento en particular.
4. Velocidad de desplazamiento

La velocidad de desplazamiento también puede afectar al hilado. Si el cabezal tarda demasiado en ir de un punto a otro, será más probable que el plástico fundido gotee. Una velocidad de desplazamiento de 150 mm / s es ideal para la mayoría de los filamentos.
5. Mantén el hotend limpio
/maintenance-task-clean-hotend-extruder-3d-printer-bcn3d%20Cropped.png?width=688&name=maintenance-task-clean-hotend-extruder-3d-printer-bcn3d%20Cropped.png)
Recuerda limpiar el hotend con regularidad, especialmente cuando cargues diferentes materiales. También debes limpiar el nozzle con un cepillo de latón o cobre antes de imprimir, para evitar que se peguen residuos a la parte impresa.
- Haz click en la imagen de tu modelo para ir al artículo de como limpiar el hotend.



Conclusiones
- Si estás utilizando perfiles personalizados, utiliza los parámetros de retracción de los perfiles recomendados para evitar problemas de hilado.
- Augmenta la distancia de retracción hasta 7mm, la velocidad de retracción hasta 25mm/s, y la prime speed hasta 18mm/s para reducir el hilado en tus impresiones.
- Para imprimir TPU, hay que tener cuidado con las retracciones. Mantén la distancia de retracción por debajo de los 4mm y la velocidad de retracción por debajo de los 20mm/s.
- Con PET-G, se debe reducir la velocidad de retracción debido a que es un material con mucha viscosidad, y si se tira de él muy rápido, acabará generando aún más hilado.
- Reduce la temperatura de impresión de 5ºC en 5ºC hasta que veas el hilado desaparecer. Ves con cuidado de no reducir la temperatura por debajo de lo recomendado por el fabricante.
- Pon la velocidad de travesía a 150mm/s para evitar que el nozzle gotee sobre la pieza impresa.
- Mantén el nozzle limpio para evitar que se queden residuos pegados en la pieza impresa. Limpia el hotend cada vez que hagas un cambio de material.