Was ist Fadenziehung und warum sie auftritt
 |
Fadenziehung, auch bekannt als Sickern, ist leicht zu erkennen, denn es bleiben feine Fäden auf dem Druck zurück. Diese feinen Fäden sehen aus wie Spinnweben oder Haarsträhnen. Dies ist normalerweise darauf zurückzuführen, dass das Filament während der Bewegung aus dem Druckkopf austritt. Wenn sich der Druckkopf über das Bauvolumen bewegt, kann etwas Filament in kleinen Mengen auslaufen. Dieser wird sich verfestigen und an den gedruckten Teilen haften. |
Normalerweise sollte das nicht passieren, aber je nachdem, welches Filament Sie verwenden, passiert es manchmal. PET-G ist bekannt dafür, dass es Fäden zieht, und bei hygroskopischen Materialien wie TPU oder Nylon kann es zu Fadenziehungsproblemen kommen, wenn sie nicht gut konditioniert sind.
Es gibt viele Möglichkeiten, die Fadenziehung zu beheben. Zum Glück ist das Problem recht einfach zu lösen. Schauen wir uns alle Variablen an, die die Fadenziehung beeinflussen können.
Wie man es repariert
1. Aktivieren Sie alle Einstellungen in BCN3D Stratos
Sie müssen viele Einstellungen in BCN3D Stratos optimieren. Wenn Sie einige der hier aufgeführten Einstellungen nicht sehen, aktualisieren Sie sie auf die neueste Version.
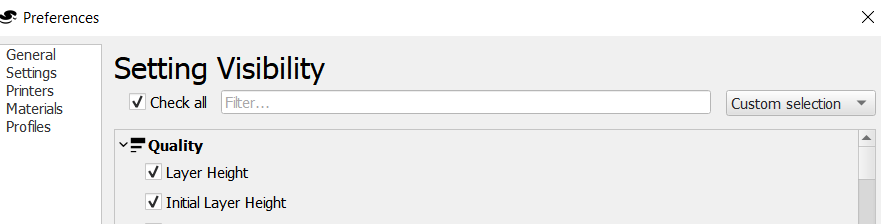
Gehen Sie zu Einstellungen/Sichtbarkeit der Einstellungen konfigurieren und klicken Sie auf das Kästchen "Alle markieren".
2. Passen Sie die Retraction-Einstellungen an Rückzugseinstellungen
|
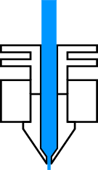
Kein Rückzug |
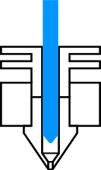
Mit Rückzug |
Die Ermöglichung des Rückzugs ist der Schlüssel zur Lösung der Fadenziehung. Rückzug ist eine Funktion, die in BCN3D Stratos standardmäßig aktiviert ist. Diese Einstellung bewirkt, dass der Extrudermotor das Filament zurückzieht, bevor es sich bewegt, und verhindert, dass es während der Bewegung des Kopfes ausläuft. Wenn Sie bei aktiviertem Rückzug immer noch Probleme mit der Fadenziehung haben, müssen Sie die Einstellungen für den Rückzug ändern. Diese befinden sich im benutzerdefinierten Konfigurationsmodus im Menü Material. |
- Rückzugsentfernung: Dies ist der Abstand, um den das Filament zurückgezogen wird. Wenn Sie den Wert erhöhen, wird die Fadenziehung reduziert, aber wenn Sie ihn zu sehr erhöhen, wird Ihr Druck Lücken an den Wänden aufweisen. Versuchen Sie, den optimalen Punkt zu finden, indem Sie Drucktests durchführen.
- Rückzugsgeschwindigkeit: Die Geschwindigkeit, mit der das Filament aus der Düse gezogen wird, wirkt sich ebenfalls auf die Fadenziehung aus. Wenn er zu langsam ist, hat das Material viel Zeit, um beim Zurückziehen auszulaufen, wenn er zu schnell ist, können die Zahnräder des Extrudermotors das Filament schleifen und eine Unterextrusion verursachen.
- Primäre Geschwindigkeit: Das Gegenteil von Rückzug ist Grundierung. Durch diese Bewegung wird das Filament zurück in den Düsenausgang gedrückt, damit es weiter extrudieren kann. Wenn Sie diese Geschwindigkeit verringern, wird das Filament kontrollierter extrudiert. Wenn sie zu schnell ist, kommt es auch am Anfang des Extrusionsweges zum Auslaufen und hinterlässt einen Filamentklumpen.
3. Die richtige Temperatur einstellen
Mit zunehmender Temperatur wird das Filament zähflüssiger und flüssiger, was bedeutet, dass es leichter ausläuft und Fadenziehung verursacht, auch wenn Sie die Einstellungen für den Rückzug angepasst haben. Eine niedrigere Temperatur lässt weniger Raum für die Fadenziehung, aber wenn Sie sie zu niedrig einstellen, kommt es zu einer Unterextrusion.
Wenn Sie eine Fadenziehung feststellen, können Sie die Temperatur bei laufendem Druckauftrag senken, indem Sie zu Einstellungen/Temperaturen gehen und die Extrudertemperatur in 5ºC-Schritten absenken, bis Sie keine Fadenziehung mehr feststellen. Sie können Drucktests durchführen, um die richtige Temperatur für ein bestimmtes Filament zu finden.
4. Reisegeschwindigkeit
Auch die Reisegeschwindigkeit kann die Fadenziehung beeinflussen. Wenn der Druckkopf zu lange braucht, um von einem Punkt zum anderen zu gelangen, kommt es eher zur Fadenziehung, da der geschmolzene Kunststoff mehr Zeit zum Auslaufen hat. Eine Reisegeschwindigkeit von 150 mm/s ist für die meisten Filamente ideal.
5. Hotend sauber halten
/maintenance-task-clean-hotend-extruder-3d-printer-bcn3d%20Cropped.png?width=688&name=maintenance-task-clean-hotend-extruder-3d-printer-bcn3d%20Cropped.png)
Denken Sie daran, das Hotend regelmäßig zu reinigen, besonders wenn Sie es mit verschiedenen Materialien beladen. Reinigen Sie außerdem die Düse vor dem Druck mit einer Messing- oder Kupferbürste, um zu verhindern, dass Überreste an Ihrem gedruckten Teil haften bleiben.
- Klicken Sie auf das Bild, das Ihrem Druckertyp entspricht, und erfahren Sie, wie Sie das Hotend reinigen:
| Wie reinigt man das Hotend? | |||
 |
 |
 |
|
Schlussfolgerungen
- Wenn Sie benutzerdefinierte Profile verwenden, verwenden Sie die Retraktionseinstellungen der empfohlenen Profile, um Stringing-Probleme zu vermeiden.
- Erhöhen Sie den Rückzugsabstand auf bis zu 7 mm, die Rückzugsgeschwindigkeit auf 25 mm/s und die Ansauggeschwindigkeit auf 18 mm/s, um die Fäden in Ihren Ausdrucken zu reduzieren.
- Seien Sie bei TPU vorsichtig mit den Rückzügen. Halten Sie den Rückzugsabstand unter 4 mm und die Rückzugsgeschwindigkeit unter 20 mm/s.
- Bei PET-G sollten Sie die Rückzugsgeschwindigkeit verringern, da es sich um ein sehr viskoses Filament handelt, und wenn es schnell herausgezogen wird, wird es noch mehr Fäden ziehen.
- Reduzieren Sie die Drucktemperatur in Schritten von 5 °C, bis die Fäden verschwinden. Achten Sie darauf, die Temperatur nicht unter die empfohlenen Drucktemperaturwerte zu senken.
- Stellen Sie die Verfahrgeschwindigkeit auf 150 mm/s ein, um zu vermeiden, dass die Düse über das bedruckte Teil sickert.
- Halten Sie die Düse sauber, damit keine Rückstände im Teil haften bleiben und reinigen Sie das Hotend, wenn Sie das Material wechseln.
| Senden Sie uns Ihre Kommentare zu diesem Artikel |  |
||
|
ÄHNLICHE ARTIKEL |
|||
 |
 |
||