Unterextrusion, Fadenziehung, Bläschen und Ausflüsse sind alles Probleme, die mit dem Vorhandensein von Feuchtigkeit in Ihrem Filament zusammenhängen. Wenn Ihre Spule nicht trocken ist, müssen Sie mit schlechter Druckqualität und fragilen Ausdrucken rechnen. In diesem Artikel erfahren Sie, warum das so ist, wie Sie das Problem erkennen und wie Sie es lösen und verhindern können.
Wissen Sie, ob Ihre Filamente nass sind
Das erste, was Sie bei der Fehlersuche wissen müssen, sind die Symptome des jeweiligen Problems. Nachdem Sie diesen Artikel gelesen haben, werden Sie feststellen können, ob Ihr Filament nass ist oder nicht.
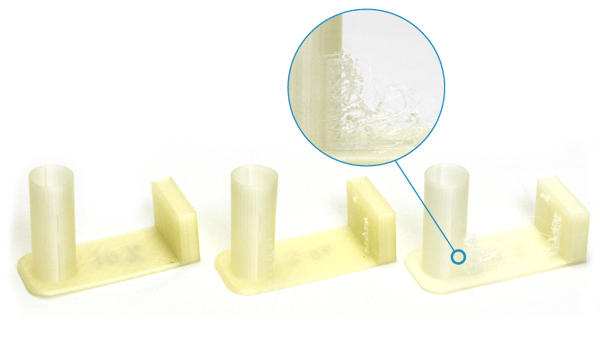
Das offensichtlichste Anzeichen für Feuchtigkeit ist, dass das Material nicht glatt ist und kleine Blasen aufweist. Diese Blasen entstehen durch den Verdampfungsprozess, da die Feuchtigkeit im Inneren des Filaments Dampf erzeugt, wenn das Filament erhitzt wird. Sie können auch feststellen, dass das Filament durch Feuchtigkeit beeinträchtigt wird, wenn das Material weiterhin ausläuft, selbst nachdem der Extrudermotor aufgehört hat, es durch das Hotend zu drücken.
Eine andere, eher subtile, aber auffällige Beobachtung von Feuchtigkeitsproblemen ist, wenn Sie zischende oder knallende Geräusche aus der Düse hören, während das Filament extrudiert wird: Das bedeutet, dass das Filament feucht ist und die Spule getrocknet werden muss.
Was passiert, wenn Polymere Feuchtigkeit absorbieren
Alle Materialien, die mit BCN3D-Maschinen gedruckt werden, sind Polymere. Diese Materialien neigen dazu, Feuchtigkeit aus ihrer Umgebung zu absorbieren, einige mehr als andere, aber sie tun es alle.
Feuchtigkeit im Filament kann beim 3D-Druck Probleme verursachen, insbesondere bei hygroskopischen Materialien wie PA, TPU, PVA oder BVOH. Andere Materialien wie PLA, PET-G oder ABS können ebenfalls Feuchtigkeit aus der Luft aufnehmen, allerdings in geringerem Maße.
Was genau passiert also, wenn das Filament durch Feuchtigkeit beeinträchtigt wird? Warum hat sie eine so große Wirkung auf den 3D-Druck?
Dafür gibt es zwei Hauptgründe: Schäumen und Hydrolyse.
- Das Schäumen: ist ein Phänomen, bei dem die aufgefangene Feuchtigkeit verdampft, wenn das Filament erhitzt wird. In diesem Fall bilden sich Luftblasen im Material, und der Druck entsteht mit Streifen und Klümpchen, schlechter Qualität und viel schwächer als gewünscht.
* Schaumdarstellung: In diesem Fall hat das Filament ein blasiges Aussehen.
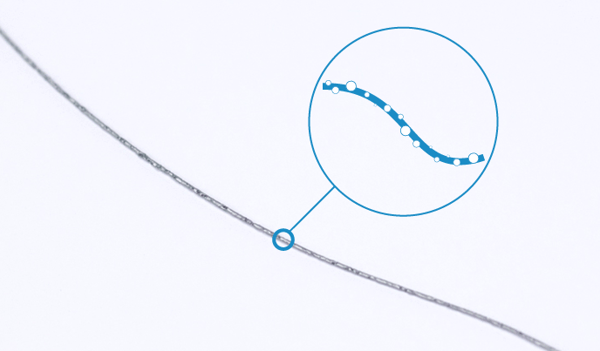
- Hydrolyse ist die Bezeichnung für eine Reaktion, die stattfindet, wenn Wassermoleküle in der Polymerstruktur vorhanden sind. Kurz gesagt, wenn Wasser vom Polymer absorbiert wird, bricht es alle sekundären Molekularbindungen im Polymer auf und verwandelt es in eine viel einfachere Form, die Monomere.
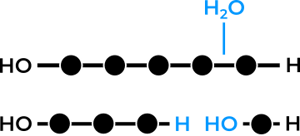
* Schematische Darstellung der Hydrolysereaktion: Wassermoleküle befinden sich zwischen den einzelnen Monomeren und brechen die Polymerstruktur auf.
Dadurch ändern sich die Materialzusammensetzung und -eigenschaften, und das Filament wird härter und spröder, was wiederum die Wahrscheinlichkeit erhöht, dass das Hotend verstopft, wenn die Fusionstemperatur steigt.
Wie man Filament trocknet und lagert
Wie kann man also diese Probleme mit der Druckqualität beheben? Die Antwort ist einfach. Sie müssen Ihre Filamente austrocknen und wissen, wie Sie sie richtig lagern. Zum Trocknen Ihrer Spulen können Sie einen normalen, vorgeheizten Ofen mit einer bestimmten Temperatur für jedes Filament verwenden.
Wenn Sie Ihre Kochgeräte nicht mit Ihrer 3D-Druckausrüstung verwechseln möchten, bietet Ihnen unser Smart Cabinet eine Komplettlösung zum Trocknen und Aufbewahren Ihrer Filamente in perfektem Zustand, wenn diese nicht in Gebrauch sind. Es wurde speziell für einen umfassenden Einsatz und zur Verbesserung der Zuverlässigkeit Ihrer Drucker entwickelt.

Sie können auch in Erwägung ziehen, einen Lebensmitteltrockner zu kaufen und zu modifizieren oder einen Filamenttrockner zu kaufen, der speziell für 3D-Druckmaterialien entwickelt wurde, obwohl die Ergebnisse möglicherweise nicht so gut sind wie bei der Installation des Smart Cabinet in Ihrem Arbeitsbereich.
Hier finden Sie eine Trocknungstabelle, die Ihnen auf Ihrem Weg zum 3D-Druck helfen wird:
Warnung! Achten Sie immer auf das Material der Spulen. Die Materialliste ist normalerweise auf der Spule angegeben. Wenn Ihre Spule aus recyceltem PLA besteht oder aus einem Material, das eine niedrigere Glasübergangstemperatur hat als das eigentliche Filament, sollten Sie die Trocknungstemperatur senken (wenn Sie z. B. PA in einer Spule aus recyceltem PLA trocknen wollen, sollten Sie es bei 45 °C etwas länger trocknen).
|
Filament-Typ |
Wie man es trocknet |
Wie man es lagert |
Vor dem Drucken... |
|
PLA |
45 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
|
TPLA |
45 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
|
PVA |
50-55 ºC für 12 Stunden |
Trockener, luftdichter Behälter mit Trockenmittelbeutel |
Ein wenig trocknen |
|
BVOH |
60 ºC für 4 bis 16 Stunden |
Trockener, luftdichter Behälter mit Trockenmittelbeutel |
Ein wenig trocknen |
|
TPU |
50-55 ºC für 12 Stunden |
Trockener, luftdichter Behälter mit Trockenmittelbeutel |
Ein wenig trocknen |
|
PET-G |
65 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
|
ABS |
80 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
|
PA |
80 ºC für 12 Stunden |
Trockener, luftdichter Behälter mit Trockenmittelbeutel |
Ein wenig trocknen |
|
PP |
45 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
|
PAHT CF15 |
80 ºC für 12 Stunden |
Trockener, luftdichter Behälter mit Trockenmittelbeutel |
Laden Sie es einfach auf! |
|
PP GF30 |
45 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
|
PET CF15 |
45 ºC für 6 Stunden |
Keine besonderen Überlegungen |
Laden Sie es einfach auf! |
Schlussfolgerungen:
Wenn Sie mehr über dieses Thema erfahren möchten, lesen Sie dieses White Paper:

|
You can help improve the BCN3D Knowledge Base. If you feel there are guides that we are missing or you found any error, please use this form to report it. Report form :) |