Sottoestrusione, layer shifting, bolle e trasudamento sono tutti problemi legati alla presenza di umidità nel filamento. Se la bobina non è asciutta ci si può aspettare una bassa qualità di stampa e modelli fragili. In questo articolo spiegheremo perché succede, come individuare il problema e come risolverlo e prevenirlo.
Come capire se i filamenti sono bagnati
La prima cosa che bisogna sapere quando si risolve un problema sono i segnali con cui quel dato problema si manifesta. Dopo aver letto questo articolo, riuscirete a notare se il vostro filamento è bagnato o meno.
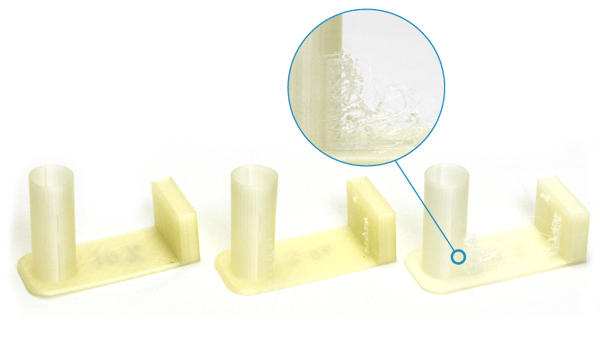
Il segno più evidente che ci permette di capire se il filamento è umido è la rugosità del materiale e la presenza di piccole bolle al suo interno. Queste bolle si formano col processo di evaporazione, poiché l'umidità all'interno del filamento crea vapore quando il filamento viene riscaldato.
Un altro segnale che rivela la presenza di umidità sul filamento è quando il materiale continua a trasudare anche dopo che il motore dell'estrusore ha smesso di spingerlo attraverso l'hotend.
Un segnale meno evidente dei problemi di umidità è la presenza di rumori di sfrigolio o degli schiocchi provenienti dall'ugello mentre il filamento viene estruso: significa che il filamento è umido, e quindi la bobina deve essere asciugata.
Cosa succede quando l'umidità viene assorbita dai polimeri?
Tutti i materiali che possono essere stampati con le macchine BCN3D sono polimeri. Questi materiali hanno la tendenza ad assorbire umidità dal loro ambiente, alcuni più di altri, ma tutti lo fanno.
La presenza di umidità nel filamento può causare problemi nella stampa 3D, specialmente con materiali più igroscopici come PA, TPU, PVA o BVOH. Altri materiali come PLA, PET-G, o ABS possono assorbire umidità dall'aria, anche se in misura minore.
Dunque, cosa succede esattamente quando il filamento è soggetto all'umidità? Perché ha un effetto così rilevante nella stampa 3D?
Ci sono due ragioni principali: formazione di schiuma e idrolisi.
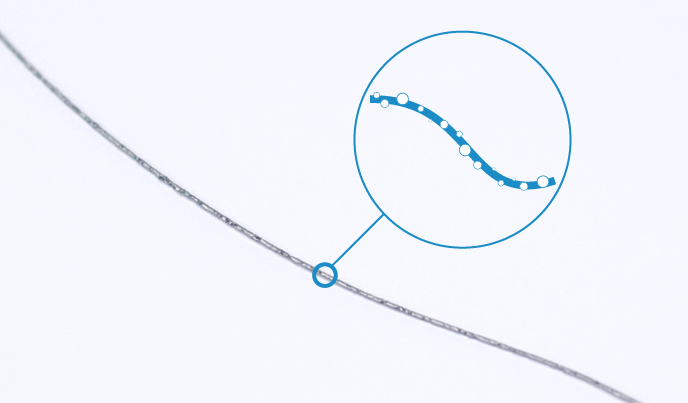
- La formazione di schiuma è il fenomeno in cui l'umidità catturata evapora quando il filamento viene riscaldato. In questo caso si formano bolle d'aria nel materiale, e la stampa presenta strisce e bolle, è di cattiva qualità e molto più fragile di quanto desiderato.
 * Rappresentazione della formazione di schiuma: quando accade, il filamento presenta delle bolle sulla superficie.
* Rappresentazione della formazione di schiuma: quando accade, il filamento presenta delle bolle sulla superficie.
- L’idrolisi è una reazione che avviene quando ci sono molecole d'acqua presenti nella struttura del polimero. In breve, quando l'acqua viene assorbita dal polimero, ne rompe tutti i legami molecolari secondari, modificandoli in una forma molto più semplice, i monomeri.
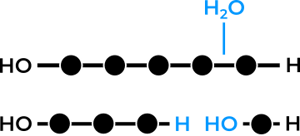
* Schema della reazione di idrolisi: le molecole d'acqua si inseriscono tra ogni monomero e rompono la struttura del polimero.
Questo processo determina una mutazione nella composizione e nelle proprietà del materiale, rendendo il filamento più rigido e fragile, e più propenso a intasare l'hotend quando la temperatura di fusione aumenta.
Come asciugare il filamento e conservarlo
Quindi, come si possono risolvere questi problemi di qualità di stampa? La risposta è semplice. Bisogna asciugare i filamenti e conservarli correttamente. Per asciugare le bobine si può usare un normale forno preriscaldato, impostandolo a una determinata temperatura per ogni filamento.
Se non desiderate usare il forno con cui cucinate la pizza con le vostre attrezzature di stampa 3D, il nostro Smart Cabinet vi offre la soluzione all-in-one per asciugare e conservare i vostri filamenti in perfette condizioni mentre non sono in uso. È specificamente progettato per un utilizzo intensivo e per migliorare l'affidabilità delle vostre stampanti.

Si può anche considerare l'acquisto e la modifica di un disidratatore di cibo, o l'acquisto di un vero e proprio essiccatore di filamenti, specificamente progettato per i materiali di stampa 3D, anche se i risultati potrebbero non essere così soddisfacenti come quelli ottenuti con uno Smart Cabinet installato nel vostro spazio di lavoro.
Ecco una tabella di asciugatura che vi aiuterà a migliorare la stampa 3D:
Attenzione! Tenete sempre conto del materiale delle bobine, in genere potete vedere l'elenco dei materiali specificato sulla bobina. Se la vostra bobina è fatta di PLA riciclato, o di un materiale che ha una temperatura di transizione vetrosa più bassa del filamento attuale, abbassate la temperatura di asciugatura (per esempio, se volete asciugare il PA in una bobina di PLA riciclato, dovreste asciugarlo a 45ºC per un tempo leggermente maggiore).
|
Tipo di filamento |
Come asciugarlo |
Come conservarlo |
Prima di stampare... |
|
PLA |
45ºC per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
|
TPLA |
45ºC per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
|
PVA |
50-55ºC per 12 ore |
Contenitore ermetico con bustina di essiccante |
Farlo asciugare |
|
BVOH |
60ºC per 4 – 16 ore |
Contenitore ermetico con bustina di essiccante |
Farlo asciugare |
|
TPU |
50-55ºC per 12 ore |
Contenitore ermetico con bustina di essiccante |
Farlo asciugare |
|
PET-G |
65ºC per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
|
ABS |
80ºC per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
|
PA |
80ºC per 12 ore |
Contenitore ermetico con bustina di essiccante |
Farlo asciugare |
|
PP |
45ºC per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
|
PAHT CF15 |
80ºC per 12 ore |
Contenitore ermetico con bustina di essiccante |
Pronto da caricare! |
|
PP GF30 |
45º per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
|
PET CF15 |
45º per 6 ore |
Nessuna precauzione particolare |
Pronto da caricare! |
Conclusioni:
Se volete saperne un po' di più su questo argomento, date un'occhiata a questo whitepaper:
|

|
Se ritieni che ci siano delle guide che ci mancano o hai riscontrato un errore, utilizza questo modulo per segnalarlo. Modulo di rapporto :)