Under-extrusion, el encordado, las burbujas son problemas relacionados con la presencia de humedad en el filamento. Si tu bobina no está seca, puedes experimentar impresiones de baja calidad . En este artículo, veremos por qué sucede, cómo detectar el problema y acabaremos viendo cómo resolver y prevenir de que ocurra.
Conoce si tu filamento esta húmedo
Lo primero que debes conocer son los síntomas de cada problema. Después de leer este artículo, podrás saber si tu filamento está húmedo o no.
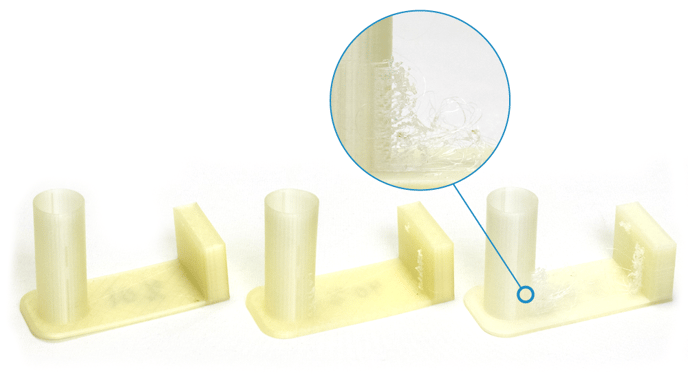
La primera y más obvia forma es ver que el material no es liso y hay diminutas burbujas en su interior, estas se forman por el proceso de evaporación de la humedad ya almacenada dentro del material, produciendo finalmente vapor dentro del filamento.
También puedes notar si el filamento está húmedo si el material sigue extruyendo, aunque el motor de extrusión haya dejado de empujar a través del hotend.
El otro es más sutil pero perceptible: si escuchas ruidos como chisporroteo o pequeños estallidos que salen del nozzle mientras se extruye el filamento, significa que el filamento está húmedo y la bobina debe secarse.
Que pasa cuando la humedad es absorbida por los polímeros
Todos los materiales que imprimen las impresoras de BCN3D son polímeros. Estos materiales tienen tendencia a absorber la humedad de su entorno, aunque unos más que otros, pero todos lo hacen.
Tener un filamento humedecido puede causar problemas en la impresión, especialmente con materiales más higroscópicos como el PA, TPU, BVOH o PVA. Otros materiales como el PLA, PET-G o el ABS también son susceptibles de sustraer la humedad del aire, pero en menor proporción.
Entonces, ¿Qué sucede exactamente cuando el filamento está húmedo? ¿Por qué tiene tanto efecto en la impresión 3D?
Hay dos razones principales: Producción de burbujas e hidrólisis.
- La formación de brubujas es el fenómeno en el que la humedad atrapada se evapora cuando se calienta el filamento. En este caso, se forman burbujas de aire en el material y la impresión sale hilada y con manchas, de mala calidad y más débil de lo deseado.
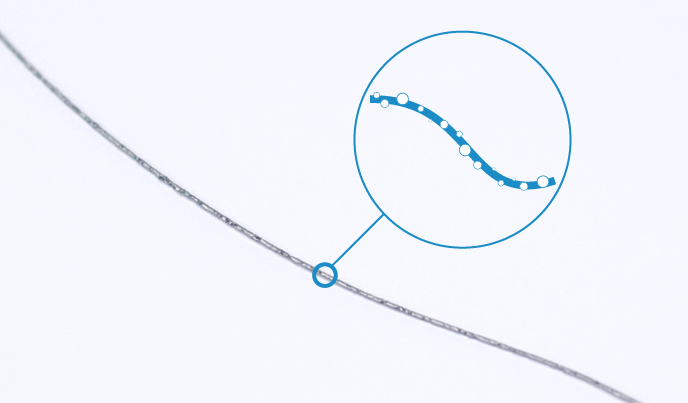
 * Representación de la creación de burbujas
* Representación de la creación de burbujas
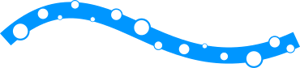
- La hidrólisis da nombre a la reacción de moléculas de agua presentes en la estructura del polímero. En resumen, cuando el agua es absorbida por el polímero, rompe los enlaces moleculares secundarios del polímero, haciendo su estructura mucho más simple, obteniendo monómeros.
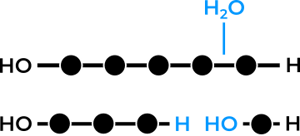
* Esquema de la reacción de hidrólisis: las moléculas de agua se colocan entre cada monómero y descomponen la estructura del polímero.
Esto hace que la composición y las propiedades del material cambien, haciéndolo más duro y frágil. También se vuelve más propenso a obstruir el hotend, ya que la temperatura de fusión también aumenta.
Como secar y almacenar el filamento
Entonces, ¿Cómo se pueden solucionar estos problemas de calidad de impresión? La respuesta es simple, solo necesitas secar tu filamento y saber cómo almacenarlos adecuadamente. Para secar tus bobinas, puedes utilizar un horno corriente precalentándolo a la temperatura especificada.
Si no quieres mezclar los aparatos de cocina con tu equipo de impresión 3D, nuestra Smart Cabinet te ofrece la solución todo en uno para secar y almacenar los filamentos en perfectas condiciones mientras no están en uso. Está diseñado específicamente para un uso extensivo y para mejorar la fiabilidad de tu impresora.

También puedes considerar comprar y modificar un deshidratador de alimentos u obtener un secador de filamentos, diseñado específicamente para materiales de impresión 3D, aunque los resultados pueden no ser tan buenos como con la Smart Cabinet.
Aquí encontrarás una tabla que te ayudará a saber sobre que parámetros debes secar tu material:
Advertencia! Ten siempre en cuenta el material de la bobina, lo verás normalmente especificado en la misma bobina. Si la bobina está hecha de PLA reciclado o de un material que tiene una temperatura de transición vítrea más baja que el filamento en cuestión, baja la temperatura de secado (por ejemplo, si deseas secar PA con una bobina de PLA reciclado, debes secarlo a 45ºC durante un poco más de tiempo).
|
Filamento |
Como secarlo |
Como almacenarlo |
Antes de imprimir... |
|
PLA |
6 horas a 45ºC |
Sin consideraciones especiales |
Poner y listo! |
|
TPLA |
6 horas a 45ºC |
Sin consideraciones especiales |
Poner y listo! |
|
PVA |
12 horas a 50-55ºC |
Envase hermético con bolsita desecante |
Sécalo un poco |
|
BVOH |
4 a 16 horas a 60ºC |
Envase hermético con bolsita desecante |
Sécalo un poco |
|
TPU |
12 horas a 50-55ºC |
Envase hermético con bolsita desecante |
Sécalo un poco |
|
PET-G |
6 horas a 65ºC |
Sin consideraciones especiales |
Poner y listo! |
|
ABS |
6 horas a 80ºC |
Sin consideraciones especiales |
Poner y listo! |
|
PA |
12 horas a 80ºC |
Envase hermético con bolsita desecante |
Sécalo un poco |
|
PP |
6 horas a 45ºC |
Sin consideraciones especiales |
Poner y listo! |
|
PAHT CF15 |
12 horas a 80ºC |
Envase hermético con bolsita desecante |
Poner y listo! |
|
PP GF30 |
6 horas a 45º |
Sin consideraciones especiales |
Poner y listo! |
|
PET CF15 |
6 horas a 45º |
Sin consideraciones especiales |
Poner y listo! |
Conclusiones:
Si quieres saber más sobre este tema, consulta este artículo: