In questo articolo imparerete come procedere se sperimentate problemi di stringing/oozing
Cos'è lo stringing e perché si verifica
 |
Lo stringing, noto anche come oozing, è facilmente riconoscibile, in quanto si manifesta come sottili fili lasciati sulla stampa, che sembrano ragnatele o capelli. Di solito questo fenomeno è dovuto al filamento che trasuda dalla testina di stampa mentre si muove. Mentre la testina di stampa si sposta attraverso il volume di costruzione, un po' di filamento può trasudare in piccole quantità, solidificandosi e attaccandosi alle parti stampate. |
Normalmente la formazione di stringhe non dovrebbe verificarsi, ma a volte può accadere con alcuni tipi di filamento. Il PET-G ad esempio è noto per dare problemi di stringing, e anche i materiali igroscopici come il TPU o il Nylon possono dare questo problema se non sono ben asciutti.
Ci sono molti modi per risolvere lo stringing, e per fortuna sono abbastanza semplici da attuare. Scopriamo tutte le variabili che possono dare luogo a questo fenomeno.
Come risolvere il problema
1. Abilita tutte le impostazioni in BCN3D Stratos
Dovrete modificare molte impostazioni del BCN3D Stratos. Se non vedete alcune delle impostazioni qui elencate, aggiornatelo all'ultima versione.
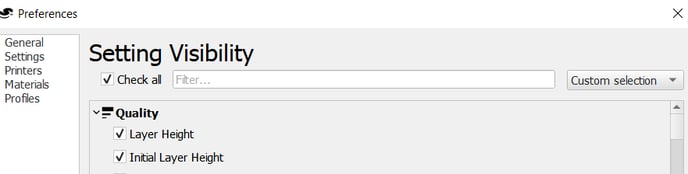
Andate su Impostazioni/Configura la visibilità delle impostazioni e cliccare sulla casella " Spunta tutto ".
2. Impostazioni di retrazione
|
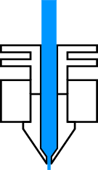
Senza retrazione |
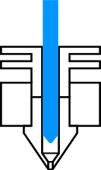
Con retrazione |
La chiave per risolvere lo stringing è abilitare la retrazione. La retrazione è una caratteristica abilitata di default in BCN3D Stratos. Questa particolare impostazione permette al motore dell'estrusore di tirare indietro il filamento prima di qualsiasi movimento, impedendo che trasudi mentre la testina è in movimento. Se si verificano ancora problemi di stringing con la retrazione abilitata, è necessario modificare le impostazioni di retrazione. Queste si trovano in Modalità di configurazione personalizzata, nel menu Materiale. |
- Distanza di retrazione: È la distanza con cui il filamento viene tirato indietro. Se si aumenta il suo valore, si ridurrà lo stringing, ma se lo si aumenta troppo, la stampa avrà dei vuoti sulle pareti. Cercate di trovare il punto ottimale eseguendo delle prove di stampa.
- Velocità di retrazione: Anche la velocità con cui il filamento fuoriesce dall'ugello influisce sullo stringing. Se è troppo lenta, il materiale ha molto tempo per trasudare mentre si ritrae; se è troppo veloce, gli ingranaggi del motore dell'estrusore possono frantumare il filamento e causare la sottoestrusione.
- Velocità di prime: L'opposto della retrazione è il priming. Questo movimento spinge il filamento indietro nell'uscita dell'ugello in modo che possa continuare ad estrudere. Se si abbassa questa velocità, il filamento avrà un'estrusione più controllata. Se è troppo veloce, il trasudamento avverrà anche all'inizio del percorso di estrusione, lasciando dietro di sé un grumo di filamento.
3. Impostare la giusta temperatura
All'aumentare della temperatura il filamento diventa più viscoso e fluido, e ciò significa che sarà più facile per esso trasudare e causare la formazione di fili anche dopo aver regolato le impostazioni di retrazione. Una temperatura più bassa lascerà meno spazio per l'incordatura, ma se la impostate troppo bassa si verificheranno problemi di sottoestrusione.
Non appena compare lo stringing, si può diminuire la temperatura durante la stampa andando su Impostazioni/Temperature e abbassare la temperatura dell'estrusore a passi di 5ºC fino a quando lo stringing scompare. Potete fare delle prove di stampa per trovare la temperatura giusta per un determinato tipo di filamento.
4. Velocità di attraversamento
Anche la velocità di attraversamento può influenzare lo stringing. Se la testina di stampa impiega troppo tempo per andare da un punto all'altro, è più probabile che si formino dei fili, poiché la plastica fusa avrà più tempo per trasudare. Una velocità di attraversamento di 150 mm/s è ideale per la maggior parte dei filamenti.
Mantenere pulito l'hotend
/maintenance-task-clean-hotend-extruder-3d-printer-bcn3d%20Cropped.png?width=688&name=maintenance-task-clean-hotend-extruder-3d-printer-bcn3d%20Cropped.png)
Ricordate di pulire l'hotend regolarmente, specialmente quando lo caricate con materiali diversi. Pulite l'ugello con una spazzola di ottone o di rame prima di stampare, per evitare che qualsiasi residuo si attacchi al vostro pezzo.
- Clicca sull'immagine corrispondente al tuo tipo di stampante per sapere come pulire l'hotend:
| Come pulire l'hotend | |||
 |
 |
 |
|
Conclusioni
- Se utilizzi profili personalizzati, utilizza le impostazioni di ritiro dei profili consigliati per evitare problemi di stringing.
- Aumenta la distanza di retrazione fino a 7 mm, la velocità di retrazione a 25 mm/s e la velocità massima a 18 mm/s per ridurre le stringhe nelle stampe.
- Per il TPU, fai attenzione alle retrazioni. Mantenere la distanza di retrazione inferiore a 4 mm e la velocità di retrazione inferiore a 20 mm/s.
- In PET-G, dovresti abbassare la velocità di retrazione in quanto è un filamento molto viscoso e, se estratto rapidamente, creerà ancora più corde.
- Ridurre la temperatura di stampa a incrementi di 5ºC fino a quando le stringhe non scompaiono. Fare attenzione a non ridurre la temperatura al di sotto dei valori di temperatura di stampa consigliati.
- Impostare la velocità di avanzamento a 150 mm/s per evitare che l'ugello trasuda sulla parte stampata.
- Tenere pulito l'ugello per evitare che residui si attacchino alla parte e pulire l'hotend quando si cambia materiale.
| Inviaci i tuoi commenti su questo articolo |  |
||
|
ARTICOLI CORRELATI |
|||
 |
 |
||