Dans cet article, vous apprendrez comment procéder si vous êtes confronté à des problèmes de filage/suintement.
Qu'est-ce que le filage et pourquoi il se produit
 |
Le filage, également connu sous le nom de suintement, est facilement perceptible, car vous verrez des filaments fins sur l'impression. Ces fils fins ressemblent à des toiles d'araignée ou à des mèches de cheveux. Cela est normalement dû au filament qui s'échappe de la tête d'impression pendant qu'il se déplace. Lorsque la tête d'impression se déplace sur le volume de construction, une petite quantité de filament peut s'échapper. Celui-ci va se solidifier et se coller aux pièces imprimées. |
Normalement, il ne devrait pas y avoir d'effet de cordage, mais cela peut arriver en fonction du filament que vous utilisez. Le PET-G est réputé pour sa tendance à l'étranglement, et les matériaux hygroscopiques tels que le TPU ou le nylon peuvent avoir des problèmes d'étranglement s'ils ne sont pas bien conditionnés.
Il existe de nombreuses façons de réparer le filage. Heureusement, c'est assez facile à résoudre. Examinons toutes les variables qui peuvent influencer le filage.
Comment le réparer
1. Activez tous les paramètres dans BCN3D Stratos
Vous devrez modifier un grand nombre de paramètres dans BCN3D Stratos. Si vous ne voyez pas certains des paramètres indiqués ici, mettez à jour la dernière version.
Allez dans Paramètres/Configurer la visibilité des paramètres et cliquez sur la case "Tout cocher".
2. Paramètres de rétraction
|
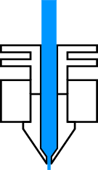
pas de rétractation |
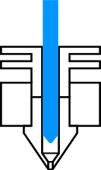
avec rétraction |
L'activation de la rétraction est la clé pour résoudre le problème du cordage. La rétraction est une fonction qui est activée par défaut dans BCN3D Stratos. Ce paramètre particulier fait en sorte que le moteur de l'extrudeuse tire le filament en arrière avant tout mouvement, l'empêchant ainsi de suinter pendant le déplacement de la tête. Si vous rencontrez toujours des problèmes de filage alors que la rétraction est activée, vous devrez modifier les paramètres de rétraction. Ceux-ci sont situés dans le mode de configuration personnalisé, dans le menu Matériel. Ceux-ci sont situés dans le mode de configuration personnalisé, dans le menu Matériel. |
- Distance de rétraction : Il s'agit de la distance à laquelle le filament est tiré vers l'arrière. Si vous augmentez sa valeur, cela réduira le filage, mais si vous l'augmentez trop, votre impression aura des trous sur ses parois. Essayez de trouver le point idéal en effectuant des tests d'impression.
- Vitesse de rétraction : La vitesse à laquelle le filament est retiré de la buse. Si elle est trop lente, le matériau a beaucoup de temps pour s'échapper pendant la rétraction, si elle est trop rapide, les engrenages du moteur de l'extrudeuse peuvent broyer le filament et provoquer une sous-extrusion.
- Vitesse d'amorçage : L'opposé de la rétraction est l'amorçage. Ce mouvement repousse le filament dans la sortie de la buse pour qu'il puisse continuer à extruder. Si vous diminuez cette vitesse, le filament aura une extrusion plus contrôlée. Si elle est trop rapide, un suintement se produira également au début du chemin d'extrusion, laissant derrière lui un blob de filament.
3. Réglez la bonne température
Au fur et à mesure que la température augmente, le filament devient plus visqueux et liquide, ce qui signifie qu'il sera plus facile pour lui de suinter et de provoquer des cordages, même après avoir ajusté les paramètres de rétraction. Une température plus basse laissera moins de place au filage, mais si vous la réglez trop bas, une sous-extrusion apparaîtra.
Si vous remarquez que le filament s'étire, vous pouvez diminuer la température pendant que l'impression est en cours en allant dans Paramètres/Températures et en réduisant la température de l'extrudeuse par paliers de 5ºC jusqu'à ce que vous observiez que le filament ne s'étire plus. Vous pouvez effectuer des tests d'impression pour trouver la bonne température pour un filament particulier.
4. Vitesse de déplacement

La vitesse de déplacement peut également avoir une incidence sur l'effet de cordage. Si la tête d'impression met trop de temps à se déplacer d'un point à l'autre, l'effet de cordage sera plus probable, car le plastique fondu aura plus de temps pour suinter. Une vitesse de déplacement de 150 mm/s est idéale pour la plupart des filaments.
5. Gardez votre bloc chauffant propre
N'oubliez pas de nettoyer régulièrement le bloc chauffant, surtout lorsque vous le chargez de matériaux différents. Nettoyez également la buse à l'aide d'une brosse en laiton ou en cuivre avant l'impression pour éviter que des résidus ne se déposent sur votre pièce imprimée.
- Cliquez sur l'image correspondant à votre type d'imprimante savoir comment nettoyer le hotend :
Comment nettoyer le hotend 


Conclusion
- Si vous utilisez des profils personnalisés, utilisez les paramètres de rétraction des profils recommandés pour éviter les problèmes de chaîne.
- Augmentez la distance de rétraction jusqu'à 7 mm, la vitesse de rétraction à 25 mm/s et la vitesse principale à 18 mm/s pour réduire les chaînes dans vos impressions.
- Pour le TPU, attention aux rétractions. Gardez la distance de rétraction inférieure à 4 mm et la vitesse de rétraction inférieure à 20 mm/s.
- En PET-G, vous devez réduire la vitesse de rétraction car il s'agit d'un filament très visqueux, et s'il est retiré rapidement, il fera encore plus de cordage.
- Réduisez la température d'impression par pas de 5°C jusqu'à ce que les fils disparaissent. Veillez à ne pas réduire la température en dessous des valeurs de température d'impression recommandées.
- Réglez la vitesse de déplacement à 150 mm/s pour éviter que la buse ne déborde sur la pièce imprimée.
- Gardez la buse propre pour éviter que des résidus ne collent dans la pièce et nettoyez le hotend lorsque vous changez de matériau.
Envoyez-nous vos commentaires à propos de cet article 
ARTICLES CONNEXES