
Retractions play a key role when printing pieces with minute details. The right adjustments of these parameters can result in clean, extremely detailed prints.
Note: Before modifying the retraction settings, verify that your filament is in good condition and free of humidity: Problems related to humidity
Table of Contents:
General tips
Retraction distance
Retraction speed
Minimum retraction travel
Maximum retraction count and Minimum extrusion distance window
Prevent filament grinding
General tips
Before modifying the retraction settings, it is necessary to be mindful of the following tips to avoid problems derived from an excess of retraction.
- Retractions are in relation to print speed. Printing slowly allows you to reduce the retraction distance and speed.
- Control the ambient temperature around your printer. High temperatures can cause the filament to leave more threads.
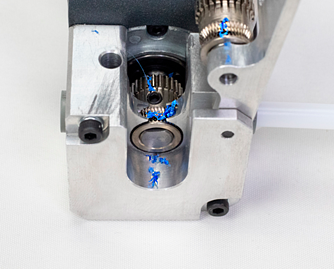
- Check that the extruder motors are clean and absent of remnants of filament between the gears. This will improve the traction of the filament during retractions.
Retraction distance and speed
Retraction distance

Retraction distance is the length of the filament that is to be retracted. You can increase the distance to prevent filament threads from remaining in the piece which generates more stress placed on the material and can end up blocking it.
Recommendations:
Retraction Speed

This parameter is divided into 2 options which allow you to configure the retraction speed and prepare the filament. Increasing the speed helps prevent threads on the piece but can degrade the filament until it's clogged.
- Retraction speed
- Retraction prime speed
Recommendations:
Adjusting the distance and speed of the retraction
Setting the retraction distance and speed is usually sufficient in achieving good surface finishes on the print. Therefore, it is recommended to carry out a retraction test to find the best balance of these parameters for the material you're using and then make a fine adjustments to the piece you want to print.

Points to keep in mind during testing
- Use the recommended profile as a base and modify the retraction distance in 1mm steps and the speed by 5mm / s.
- Make 5 measurements of the diameter of the piece and find the average. If more than 0.3mm diameter is missing, you should reduce the retraction distance and speed.
- In the case of having an excess or defect of material that cannot be adjusted with the retractions, you can reduce or increase the printing temperature by 5ºC.
Minimum retraction travel
This option indicates the minimum length of travel that the extruder must take before performing a retraction.
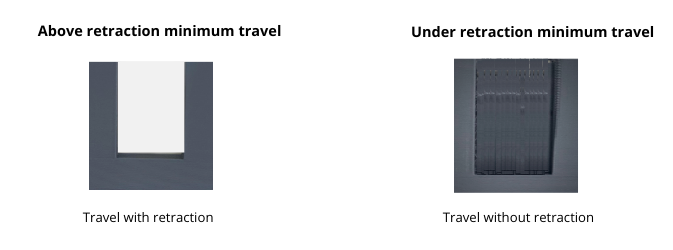
The smaller this value, the more retractions. In models that have many details however, the filament will be susceptible to obstruction.
Maximum retraction count and minimum extrusion window
The following parameters define the number of retractions that can be performed in the length of the filament. When correctly adjusted, it allows printing parts that require more retractions without losing quality.
%20Cropped%20(1).png?width=688&height=336&name=Ventana%20de%20distancia%20m%C3%ADnima%20de%20extrusi%C3%B3n%20(2)%20Cropped%20(1).png)
Maximum retraction count
The maximum amount of retractions that take place within the minimum extrusion distance window.
When this value is exceeded, the rest of the retractions will not be completed. This prevents a small area of the material from being under constant stress.
Minimum extrusion distance window
The length of the filament to which the maximum retraction count is applied.
For example, if you have a maximum of 10 retractions and a minimum distance window of 2mm, the printer will perform only 10 retractions for every 2mm of printed filament.
Prevent filament grinding
Activating this option will cause the head to be parked in order to perform a purge when the maximum number of retractions has been reached. This allows more retractions on the same layer at a cost of increasing print time.
Forum community
Need more tips? Check out our forum community for help.
It's important to keep your printer in good shape to make the most out of it. In this chart, you can find a list of the extruder maintenance procedures and how frequently these should be done.
Maintenance Plan (Epsilon Series)
Maintenance Plan (Sigma Series)
Maintenance Plan (BCN3D Sigmax)
Maintenance Plan (BCN3D Sigma)
![]() Take your e-waste to a certified recycler. Check how we do it in BCN3D.
Take your e-waste to a certified recycler. Check how we do it in BCN3D.


|
You can help improve the BCN3D Knowledge Base. If you feel there are guides that we are missing or you found any error, please use this form to report it. Report form :) |