
Las retracciones juegan un papel fundamental a la hora de imprimir piezas con muchos detalles pequeños. El perfecto ajuste de esta familia de parámetros permite conseguir impresiones limpias, con detalles muy definidos.
Nota: Antes de modificar la configuración de las retracciones, verifica que tu filamento este en buen estado y libre de humedad: Problemas relacionados con la humedad
Tabla de contenidos:
Desplazamiento mínimo de retracción
Recuento máximo de retracciones y Ventana mínima de extrusión
Prevenir daños en el filamento
Consejos generales
Antes de modificar la configuración de las retracciones, es necesario tener en cuenta los siguientes puntos para evitar problemas derivados con excesos de retracción.
- Las retracciones dependen de la velocidad de impresión. Imprimir más lento permite reducir la distancia y velocidad de retracción.
- Controla la temperatura ambiente alrededor de tu impresora. Las altas temperaturas pueden provocar que el filamento deje mayor número de hilos.
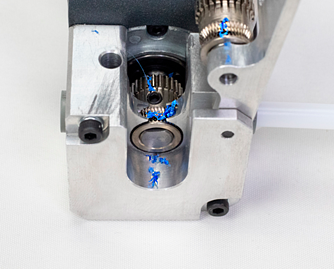
- Comprueba regularmente que los motores de extusión estén limpios y sin restos de filamento entre los engranajes. Esto mejorará la tracción del filamento durante las retracciones.
Distancia y Velocidad de retracción
Distancia de retracción

Es la longitud del filamento que será retraído. Al aumentar la distancia, se evita que queden hilos de filamento en la pieza pero se ejerce mayor estrés sobre el material, lo que puede terminar atascándolo.
Recomendaciones:
Velocidad de retracción

Este parámetro se divide en dos opciones que permiten configurar la velocidad a que se retrae y prepara el filamento. Al aumentar la velocidad ayuda a evitar que queden hilos en la pieza pero puede degradar el filamento hasta provocar un atasco.
- Velocidad de retracción
- Velocidad de cebado de retracción
Recomendaciones
Ajustar la distacia y velocidad de rectracción
Configurar la distancia y velocidad de retracción suele ser suficiente para conseguir buenos acabados superficiales en la impresión. Para ello es recomendado realizar un test de retracciones con el fin de conseguir el mejor balance de estos parámetros para el material que utilices y luego hacer un ajuste fino sobre la pieza que deseas imprimir.


Puntos a tener en cuenta durante las pruebas
- Utiliza el perfil recomendado como base y varía la distancia de retracción en intervalos de 1mm y la velocidad en 5mm/s.
- Realiza 5 mediciones del diametro de la pieza y obten la media. Si falta más de 0.3mm de diametro, debes reducir la distancia y velocidad de retracción.
- En caso de tener un exceso o defecto de material que no pueda ser ajustado con las retracciones, puedes reducir o incrementar la temperatura de impresión en 5ºC.
Desplazamiento mínimo de retracción

Esta opción indica el mínimo recorrido que debe realizar el extrusor antes de hacer una retracción.
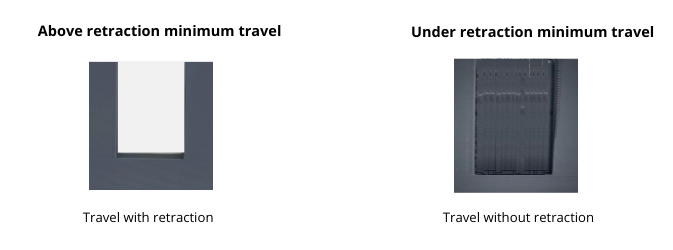
Cuanto más pequeño sea este valor, se realizaran más retracciones en aquello modelos que tengan muchos detalles, sin embargo el filamento será susceptible a atascarse.
Recuento máximo de retracciones y ventana mínima de extrusión
Los siguientes parámetros definen la cantidad de retracciones que se pueden realizar en una determinada longitud del filamento. Su correcto ajuste permite imprimir piezas que requieran muchas retracciones sin perder calidad.
%20Cropped%20(1).png?width=688&height=336&name=Ventana%20de%20distancia%20m%C3%ADnima%20de%20extrusi%C3%B3n%20(2)%20Cropped%20(1).png)
Recuento máximo de retracciones

Es la cantidad máxima de retracciones que se realizaran dentro de la ventana de distancia mínima de extrusión.
Al superar este valor, se ignoraran el resto de retracciones. Con esto se evita que una pequeña zona del material esté en constante estrés.
Ventana de distancia mínima de extrusión

Es la longitud del filamento sobre la que se aplica el recuento máximo de retracciones.
Por ejemplo, si tienes como máximo de retracciones 10 y la ventana de distancia mínima en 2mm, la impresora realizará solo 10 retracciones por cada 2 mm de filamento impreso.
Prevenir daños en el filamento

Activar esta opción hará que el cabezal sea aparcado para realizar una purga una vez se haya alcanzado el máximo de retracciones. Esto permite realizar muchas más retracciones en la misma capa a costa de aumentar el tiempo de impresión.
Comunidad del foro
Necesitas más consejos? Consulte nuestra comunidad del foro.
Es importante mantener la impresora en buen estado para aprovecharla al máximo. En este cuadro encontrarás una lista de los procedimientos de mantenimiento y la frecuencia con la que deben realizarse.
Plan de mantenimiento (BCN3D Sigma)
Plan de mantenimiento (BCN3D Sigmax)
Plan de mantenimiento (Epsilon Series)
Plan de mantenimiento (Sigma Series)
![]() Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D
Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D

