Qu'est-ce que la sous-extrusion et pourquoi se produit-t-elle ?
La sous-extrusion, comme son nom l'indique, se produit lorsque le hotend extrude moins de filament que souhaité. Ce problème affecte directement la qualité de la pièce imprimée, lui donnant un aspect rugueux, incomplet et plus faible que d'habitude. De nombreux facteurs peuvent être à l'origine de ce phénomène.
 |
Nous recommandons d'utiliser les filaments BCN3D avec nos imprimantes 3D. Les profils par défaut de BCN3D Stratos pour les filaments BCN3D sont conçus par notre laboratoire pour offrir la meilleure qualité et la meilleure fiabilité pour vos impressions. Si vous constatez une sous-extrusion dans l'un de nos filaments, il est possible que le filament ait simplement besoin d'être séché ou qu'il y ait un problème dans le matériel lui-même. |
Il existe de nombreuses façons de résoudre ce problème, car les causes sont nombreuses. Vous devez vérifier toutes les possibilités pour localiser le problème et le résoudre efficacement.
Comment le réparer
Étant donné que cette sous-extrusion a de nombreuses causes différentes, sa résolution peut être complexe. Voici une liste de toutes les causes et des méthodes que vous pouvez utiliser pour les résoudre. Si une méthode ne résout pas le problème, passez à la suivante.
1. Version BCN3D Stratos

BCN3D Stratos est constamment mis à jour avec de nouveaux profils qui améliorent la qualité du service. Soyez attentif à la sortie de nouvelles versions de BCN3D Stratos, et assurez-vous de le maintenir à jour.
Pour savoir comment télécharger et installer Stratos, consultez cet article : BCN3D Stratos.
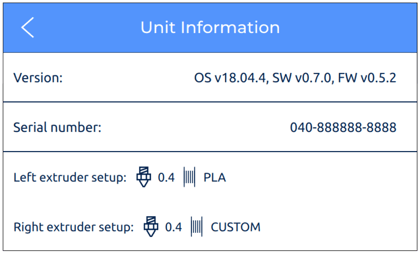
2. Firmware
 |
/bcn3d-install-firmware-1.png?width=424&name=bcn3d-install-firmware-1.png) |
Une imprimante dont le micrologiciel est périmé peut présenter des bogues susceptibles de provoquer une sous-extrusion. Pour mettre à jour le micrologiciel de l'imprimante, consultez ces articles spécifiés par modèle :
| How to update the firmware | |||
 |
 |
 |
|
3. Ajustez le profil d'impression pour votre matériau

Pour éviter la sous-extrusion, nous recommandons les profils par défaut des filaments BCN3D dans Stratos. Ces profils sont spécialement conçus pour garantir une impression sûre, assurant ainsi la meilleure qualité d'impression. Si vous rencontrez une sous-extrusion avec notre matériau alors que vous utilisez également nos profils par défaut, passez au point suivant.
Si vous utilisez des profils personnalisés ou des filaments d'une autre marque, notez que certains facteurs peuvent également provoquer une sous-extrusion:
- Température d'impression : Normalement, si vous constatez une sous-extrusion, la première chose à regarder est la température d'impression. Pour trouver la bonne température, vous pouvez imprimer une tour de température et changer la température d'impression jusqu'à ce que vous trouviez celle qui offre la meilleure qualité
- Vitesse d'impression : Si la vitesse d'impression est trop élevée, vous remarquerez que le hotend n'est pas en mesure d'extruder suffisamment de matière sur la pièce imprimée. Des vitesses de 50 mm/s sont généralement bonnes pour l'ABS, le PLA et le PET-G, tandis que d'autres filaments peuvent nécessiter des vitesses plus lentes.
- Paramètres de rétraction : La rétraction est une fonction qui consiste à pousser un peu le filament hors de la buse pour éviter le suintement pendant un déplacement. Si le nombre de rétractions, la distance de rétraction ou la vitesse de rétraction sont excessifs, vous risquez de voir apparaître des trous sur les parois de l'impression ou de voir le hotend se bloquer.
- Il faut tenir compte du fait que la sous-extrusion dépend également du filament et de l'humidité ambiante, de la température ambiante et des défauts de fabrication.
- si vous utilisez des matériaux qui ne proviennent pas de BCN3D, n'hésitez pas à contacter leur fabricant pour obtenir un profil d'impression pour votre filament, ils connaissent leurs filaments mieux que quiconque.
.
Pour éviter d'autres problèmes avec nos filaments, consultez les articles de conseils et d'astuces suivants pour chaque matériau :
| Standard Materials | PLA | TPLA | PVA | TPU | BVOH | PET-G | |||||
| Technical Materials | ABS | PA | PP | ||||||||
| Composite Materials | PAHT CF15 | PP GF30 | PET CF15 | 316L | 17-4 PH | ||||||
4. Vérifiez les tubes Bowden

Le bowden et le filament sont en friction constante. Parfois, un excès de friction peut arrêter le filament et provoquer une sous-extrusion. Vérifiez que la bobine n'est pas pliée ou mal formée.
Si tel est le cas, contactez-nous ou le revendeur de votre choix pour obtenir un nouveau tube Bowden.
5. Vérifiez le refroidissement de votre hotend

Un excès de température dans la tête d'impression peut provoquer un blocage du bloc chauffant, ce qui entraînera une sous-extrusion progressive au fur et à mesure de l'impression jusqu'à ce qu'aucun filament ne soit extrudé. Vérifiez si les ventilateurs du refroidisseur sont propres et utilisez un aspirateur ou une brosse pour vous assurer que rien ne bloque le ventilateur. ndant à votre type d'imprimante
- Pour vérifier le bon fonctionnement des ventilateurs, cliquez sur l'article suivant correspondant à votre type d'imprimante
| Vérifiez le fonctionnement du ventilateur du refroidisseur | |||
|
|
|
|
- dans certains cas, la température de la pièce peut influencer ce résultat, notamment avec le PLA. Vérifiez que la température de la pièce ne dépasse pas 25ºC et qu'il y a une bonne circulation d'air dans la pièce.
6. Nettoyer ou changer le Hotend

Une sous-extrusion constante sur toute la pièce indique que le problème se situe probablement dans le hotend. Si vous utilisez plusieurs types de matériaux, les hotends peuvent se boucher avec le temps, ce qui s'accompagne parfois d'un bruit de cliquetis répétitif. Vous devez toujours nettoyer le canal chauffant avec du nylon chaque fois que vous changez de type de matériau.
- Cliquez sur l'image correspondant à votre type d'imprimante pour savoir comment nettoyer ou déboucher le hotend:
Comment nettoyer le hotend 
Comment déboucher un hotend
Si le problème persiste, le hotend est probablement endommagé ou fortement bouché. Essayez de permuter les hotends et d'imprimer. Si le problème se déplace de l'autre côté, vous devrez déboucher le hotend problématique ou le remplacer par un nouveau. Les articles suivants contiennent des informations sur ce processus :
Comment changer le hotend |
|
|
- Avertissement ! Les pointes en acier trempé ne doivent pas être utilisées pour les matériaux non abrasifs comme le PLA, l'ABS, le PET-G, le TPU, etc. Pour les matériaux non abrasifs et unis, il est préférable d'utiliser des pointes en laiton.
Si le hotend est brûlé ou endommagé, il est probable que la carte de l'extrudeuse présente un problème. Passez à la section suivante pour obtenir plus d'informations à ce sujet.
7. Conseil de l'extrudeuse
Ce composant contrôle la température du bloc chauffant et le fonctionnement des ventilateurs. Si la carte d'extrusion ne fonctionne pas correctement, cela peut entraîner des problèmes aléatoires de sous-extrusion et de surchauffe pendant l'impression.
Pour vérifier si le problème provient d'une carte d'extrusion, intervertissez les cartes d'extrusion. Si le problème se déplace vers l'autre tête d'impression, vous devrez remplacer la carte d'extrusion en question par une nouvelle.
- Cliquez sur l'image qui correspond à votre imprimante pour savoir comment échanger et changer les cartes d'extrusion :
|
|
|
8. Régler, nettoyer et vérifier le moteur de l'extrudeuse.
- Pour réparer le moteur de l'extrudeuse, cliquez sur l'image qui correspond à votre imprimante :
Comment vérifier le fonctionnement du moteur de l'extrudeuseSi le problème persiste, changez les pilotes de l'extrudeuse et vérifiez si le problème se déplace d'un côté à l'autre. L'article suivant qui correspond à votre imprimante peut vous aider dans ce domaine :
Comment changer le pilote de l'extrudeuse
Conclusions
- Maintenez votre imprimante et votre trancheur à jour pour éviter les bogues susceptibles de provoquer une sous-extrusion.
- Utilisez les profils recommandés pour vérifier si le problème vient des paramètres d'impression ou du matériel.
- Gardez votre filament sec et correctement stocké pour éviter les problèmes d'underextrusion liés à l'humidité.
- Ajustez la température, réduisez la vitesse d'impression en dessous de 50mm/s et évitez les paramètres de rétraction agressifs.
- Nettoyez votre hotend chaque fois que vous devez changer de type de matériau pour éviter les blocages.
- Veillez à ce que les ventilateurs du refroidisseur soient exempts de poussière ou de filaments.
- N'oubliez pas de nettoyer le moteur de l'extrudeuse si vous avez rencontré des problèmes de sous-extrusion.
- Si vous rencontrez toujours des problèmes de sous-extrusion, contactez notre équipe d'assistance.