Que es Under-extrusion y porque aparece
Under-extrusion debe su significado a cuando el hotend extruye menos material del deseado. Este problema afecta directamente a la calidad de la pieza impresa. Haciendo que parezca tener un mal acabado, incompleto y más débil de lo habitual. Hay muchos factores que pueden hacer que esto suceda.
 |
Recomendamos utilizar filamentos BCN3D en nuestras impresoras. Nuestro laboratorio adapta los perfiles predeterminados de BCN3D Stratos para los filamentos de BCN3D, para ofrecer la mejor calidad y fiabilidad en tus impresiones, por lo que si encuentras under-extrusion en uno de nuestros filamentos, es posible que el filamento en sí deba secarse o que haya un problema de hardware. |
Hay muchas causas que pueden ocasionar este problema, por ello debes verificar todas las opciones para localizar el problema y solucionarlo de manera efectiva.
Como solucionar el problema
Como este problema tiene muchas causas diferentes, encontrar la solución puede ser complejo. Aquí hay una lista de todas las causas y de como solucionar este problema. Si un punto no funciona, pasa al siguiente.
1. Actualizar BCN3D Stratos

BCN3D Stratos se actualiza constantemente con nuevos perfiles que funcionan mejor, presta atención al lanzamiento de nuevas versiones de BCN3D Stratos y asegúrate de mantenerlo actualizado.
- Para saber como descargar e instalar Stratos, consulta este artículo: BCN3D Stratos.
2. Actualizar el Firmware
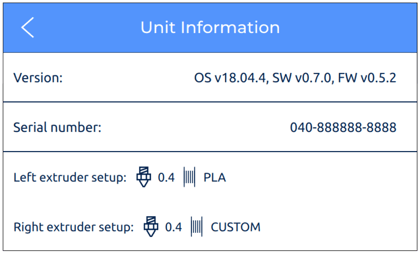
/bcn3d-install-firmware-1.png?width=423&name=bcn3d-install-firmware-1.png)
Una impresora con un firmware antiguo puede tener algun bug que cause under-extrusion. Para actualizar el firmware de la impresora, consulta uno de estos artículos dependiendo de tu impresora:
| Cómo actualizar el firmware | |||
 |
 |
 |
|
3. Ajustar el perfil de impresión para su material

Para evitar la under-extrusion, recomendamos los perfiles predeterminados para los filamentos BCN3D en Stratos, esos perfiles están hechos especialmente para garantizar una impresión segura, garantizando la mejor calidad de impresión. Si experimentas under-extrusion con nuestros materiales y utiliza nuestros perfiles predeterminados, pasa al siguiente punto.
Si está utilizando perfiles personalizados o filamentos de una marca diferente, ten en cuenta que existen algunos factores que pueden causar under-extrusion:
- Temperatura de impresión: Normalmente si encuentras under-extrusion, lo primero que debes comprobar es la temperatura de impresión. Para encontrar la temperatura adecuada, puedes imprimir la torre de la temperatura y cambiar la temperatura de impresión hasta encontrar la que tenga la mejor calidad:
- Velocidad de impresión: Si la velocidad de impresión es demasiado alta, notarás que el hotend no puede extruir suficiente material. Velocidades de 50 mm / s son generalmente buenas para ABS, PLA y PET-G, mientras que otros filamentos pueden requerir velocidades más lentas.
- Configuración de retracción: La retracción es una característica que permite que el filamento sea empujado un poco para dentro y así poder evitar que gotee durante una translación. Si la cantidad de retracciones, la distancia de retracción o la velocidad de retracción son excesivas, es posible que aparezcan huecos en las paredes de la impresión o que experimentes obstrucciones en el hotend.
- Ten en cuenta que también influye el filamento y la humedad ambiente, la temperatura ambiente y los defectos de fabricación.
- Si utilizas materiales que no son de BCN3D, no dudes en ponerte en contacto con el fabricante para obtener un perfil de impresión para ese filamento, ellos conocen sus filamentos más que nadie.
Para evitar problemas con nuestros filamentos, consulta estos artículos de consejos y trucos de cada material:
4. Revisar los Tubos Bowden

El bowden y el filamento están en constante fricción. Ocasionalmente, un exceso de fricción puede detener el filamento y causar under-extrusion. Revisa el bowden. Si está doblado o en malas condiciones, cámbialo por uno nuevo.
Si es el caso, contacta con nosotros o con tu reseller de confianza para adquirir un nuevo tubo bowden.
5. Comprobar la refrigeración de tu hotend

Un exceso de temperatura en el cabezal de impresión puede provocar una obstrucción parcial en el hotend. En este momento, aparecerá under-extrusion gradualmente hasta que no se extruya nada de filamento. Verifica si los ventiladores de refrigeración están limpios y usa aire comprimido o un cepillo para asegurarte de que nada bloquee el ventilador.
- Para comprobar si los ventiladores funcionan correctamente, consulta uno de estos artículos:
| Cómo verificar el funcionamiento del ventilador del enfriador | |||
|
|
|
|
- En algunos casos, la temperatura ambiente puede influir, especialmente si se esta trabajando con PLA. Intenta que la temperatura ambiente no supere los 25ºC y que haya un flujo de aire correcto en la habitación.
6. Limpiar o cambiar el Hotend

Si el problema de under-extrusion aparece constante a lo largo de la pieza, puede ser que el problema se ubique en el hotend, especialmente si utilizas diferentes materiales en el mismo, A veces, esto va acompañado de un sonido de "clic clic" repetitivo. Cada vez que cambies de material debes hacer una limpieza con nylon.
- Consulta estos artículos sobre cómo limpiar los hotends:
| Cómo limpiar el hotend | |||
|
|
|
|
|
Si el problema persiste, probablemente el hotend esté dañado u obstruido gravemente. Prueba a intercambiar los hotends y después imprimir, si el problema se traslada al otro costado, deberás desatascar el hotend o cambiarlo por uno nuevo.
- Los siguientes artículos te guiaran en este proceso:
| Como cambiar el hotend | |||
|
|
|
|
- Advertencia! Los hotends de acero endurecido no deben usarse para materiales no abrasivos como el PLA, ABS, PET-G, TPU, etc. Para materiales lisos no abrasivos, es mejor usar hotends con nozzle de latón.
Por lo general, si el hotend está quemado o dañado, la extruder board tendrá algún tipo de problema, ves al siguiente punto para obtener más información al respecto.
7. Comprobar la Extruder Board

Este componente controla la temperatura del hotend y el funcionamiento de los ventiladores. Si la extruder board no funciona correctamente, puede provocar problemas de under-extrusion aleatorios y sobrecalentamiento durante la impresión.
Para comprobar si el problema se localiza en este componente, puedes intercambiar la posición de las extruder boards. Si el problema se traslada al otro cabezal de impresión, deberás cambiar la extruder board en cuestión por una nueva.
- Para más información sobre como cambiar las extruder boards, consulta estos artículos:
|
|
|
8. Ajustar, limpiar y revisar el motor de extrusión
.jpg?width=688&name=check%20extruder%20Cropped%20(1).jpg)
Si el motor de extrusión no puede empujar el filamento correctamente, obtendremos under-extrusion.
- Para reparar o cambiar el motor de extrusión, consulta una de estas guías:
| Cómo comprobar el funcionamiento del motor de extrusión | |||
|
|
|
|
Si el problema continúa, intercambia los drivers del motor de extrusión y verifica si el problema se mueve de lado. Estos artículos te ayudarán con este procedimiento:
| Cómo cambiar el driver del motor de extrusión | |||
|
|
|
|
Conclusiones
- Manten tu impresora y slicer actualizados para evitar errores que podrían causar underextrusión.
- Utiliza los perfiles recomendados para comprobar si el problema proviene de la configuración de impresión o del hardware.
- Manten tu filamento seco y almacenado correctamente para evitar problemas de underextrusión relacionados con la humedad.
- Ajusta la temperatura, reduzce la velocidad de impresión por debajo de 50 mm/s y evita ajustes de retracción agresivos.
- Limpia tu hotend cada vez que necesites cambiar el tipo de material para evitar atascos.
- Manten los ventiladores del hotend libres de polvo o hilos de filamento.
- Recuerda limpiar el motor del extrusor si has experimentado problemas de underextrusión.
- Si aún experimentas problemas de underextrusión, contacta con nuestro equipo de soporte.


