Cos'è la sottoestrusione e perché accade
La sottoestrusione, come indica il suo nome, avviene quando l'hotend estrude meno filamento di quanto desiderato. Questo problema influisce direttamente sulla qualità della parte stampata, facendola apparire ruvida, incompleta e più fragile del consueto. Sono molti i fattori che possono provocare questo fenomeno.
 |
Raccomandiamo di usare i filamenti BCN3D con le nostre stampanti 3D. I profili predefiniti BCN3D Stratos per i filamenti BCN3D sono personalizzati dal nostro laboratorio per fornire la migliore qualità e affidabilità per le vostre stampe, quindi se riscontrate una sottoestrusione in uno dei nostri filamenti, è possibile che il filamento abbia semplicemente bisogno di essere asciugato, o che ci sia un problema nell'hardware stesso. |
Come risolvere il problema
Dato che la sottoestrusione ha molte cause diverse, la risoluzione dei problemi può essere complessa. Ecco una lista di tutte le cause e dei modi in cui potete risolverle. Se un metodo non risolve il problema, passate a quello successivo.
1. Aggiornare BCN3D Stratos

BCN3D Stratos viene costantemente aggiornato con nuovi profili che migliorano la qualità del servizio. Fate attenzione al rilascio di nuove versioni di BCN3D Stratos, e assicuratevi di tenerlo aggiornato.
Per sapere come scaricare e installare Stratos, consultate questo articolo: BCN3D Stratos.
2. Aggiornare il firmware della stampante
 |
/bcn3d-install-firmware-1.png?width=426&name=bcn3d-install-firmware-1.png) |
Una stampante con un firmware non aggiornato può presentare alcuni bug che possono causare la sottoestrusione. Per aggiornare il firmware della stampante, consultate questi articoli suddivisi per modello:
| Come aggiornare il firmware | |||
 |
 |
 |
|
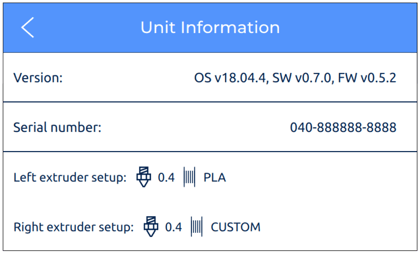
3. Regola il profilo di stampa per il tuo materiale
Per evitare la sottoestrusione, raccomandiamo i profili predefiniti per i filamenti BCN3D in Stratos. Questi profili sono realizzati appositamente per garantire una stampa sicura, assicurando così la migliore qualità possibile. Se state sperimentando la sottoestrusione con il nostro materiale pur utilizzando i nostri profili di default, passate al punto successivo.
Se state usando profili personalizzati o filamenti di una marca diversa, sappiate che ci sono anche ulteriori fattori che possono causare la sottoestrusione,
- Temperatura di stampa: Solitamente, se si riscontra una sottoestrusione, la prima cosa da controllare è la temperatura di stampa. Per trovare la giusta temperatura, è possibile stampare il test tower e cambiare la temperatura di stampa fino a trovare quella che offre la migliore qualità:
- Velocità di stampa: Se la velocità di stampa è troppo elevata, noterete che l'hotend non è in grado di estrudere abbastanza materiale sulla parte stampata. Velocità di 50 mm/s sono generalmente adatte per ABS, PLA e PET-G, mentre altri filamenti possono richiedere velocità più basse.
- Impostazioni di retrazione: La retrazione è una caratteristica in base alla quale il filamento viene spinto un po' fuori dall'ugello per prevenire la trasudazione durante un passaggio. Se il numero di retrazioni, la distanza di retrazione o la velocità di retrazione è eccessiva, potreste riscontrare dei vuoti che appaiono sulle pareti della stampa o sperimentare intasamenti dell'hotend.
- Tenete conto che la sottoestrusione dipende anche dal filamento e dall'umidità della stanza, dalla temperatura della stanza e dai difetti di fabbricazione.
- Se usate materiali non prodotti da BCN3D, sentitevi liberi di contattare il loro produttore per ottenere un profilo di stampa per il vostro filamento: loro conoscono i loro filamenti meglio di chiunque altro.
Per prevenire altri problemi con i nostri filamenti, consultate i seguenti articoli di consigli e suggerimenti per ogni materiale:
| Standard Materials | PLA | TPLA | PVA | TPU | BVOH | PET-G | |||||
| Technical Materials | ABS | PA | PP | ||||||||
| Composite Materials | PAHT CF15 | PP GF30 | PET CF15 | 316L | 17-4 PH | ||||||
4. Controllare i tubi bowden

Il bowden e il filamento sono in costante attrito. Occasionalmente un eccesso di attrito può fermare il filamento e causare una sottoestrusione. Controllare il bowden e verificare se è piegato o ha una forma non corretta.
Se questo è il caso, contattate noi o il vostro rivenditore di fiducia per ottenere un nuovo tubo bowden.
5. Controlla il raffreddamento del tuo hotend
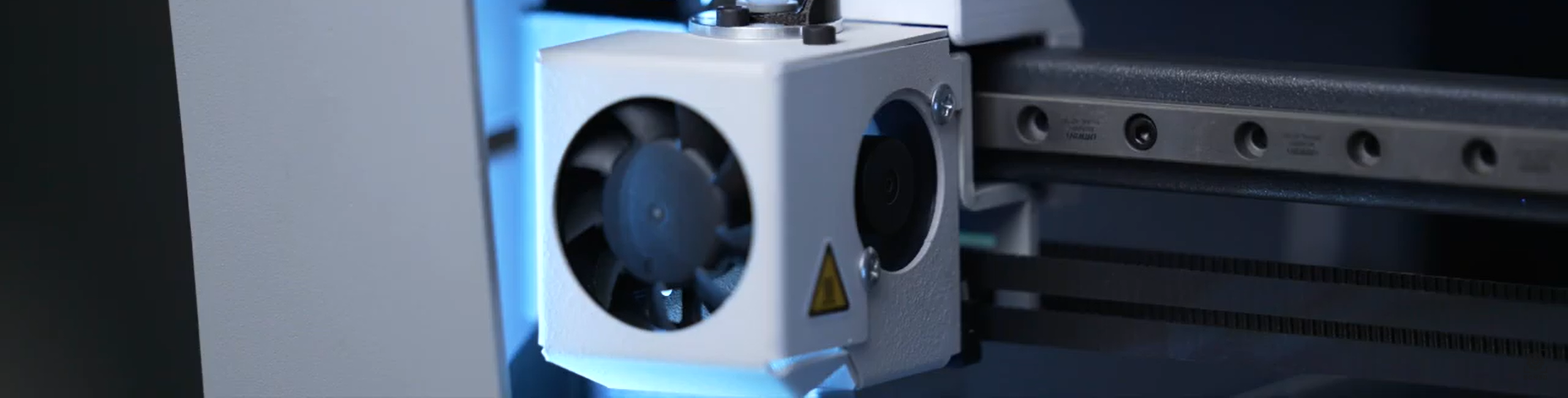
Un eccesso di temperatura nella testina di stampa può causare un intasamento nell'hotend, che provocherà una graduale sottoestrusione durante la stampa fino a quando non verrà più estruso alcun filamento. Controllare se le ventole di raffreddamento sono pulite, e usare un aspirapolvere o una spazzola per assicurarsi che nulla stia bloccando la ventola.
- Per controllare se le ventole funzionano correttamente, cliccate sul seguente articolo corrispondente al vostro tipo di stampante:
Come controllare il funzionamento del ventilatore del radiatore 
- In alcuni casi, la temperatura della stanza può influire su questo problema, specialmente con il PLA. Controllate che la temperatura della stanza non superi i 25ºC e che ci sia un corretto flusso d'aria.
6. Pulire o cambiare l'Hotend
Una costante sottoestrusione in tutto il pezzo indica che il problema si trova probabilmente nell'hotend, in particolare se si utilizzano diversi materiali nello stesso hotend. Infatti, se si utilizzano più tipi di materiali, gli hotend possono intasarsi nel tempo,a volte questo fenomeno è accompagnato da un rumore di click ripetitivi. Si dovrebbe sempre pulire l'hotend con nylon ogni volta che si cambia tipo di materiale.
- Clicca sull'immagine corrispondente al tuo tipo di stampante per sapere come pulire o sturare l'hotend:
| Come pulire l'hotend | |||
|
|
|
|
| Come sturare un hotend | |||
Se il problema persiste, l'hotend è probabilmente danneggiato. Provate a scambiare gli hotend e a stampare, se il problema si sposta sull'altro lato, dovrete liberare l'hotend problematico o sostituirlo con uno nuovo. I seguenti articoli forniscono informazioni su questo processo:
| Come cambiare l'hotend | |||
|
|
|
|
- Attenzione! Gli hotend in acciaio temprato non dovrebbero essere usati per materiali non abrasivi come PLA, ABS, PET-G, TPU, ecc. Per i materiali non abrasivi e semplici, è meglio usare hotend con punta in ottone.
Se l'hotend è bruciato o danneggiato, è probabile che ci sia un problema nella scheda dell'estrusore. Continuate a leggere la prossima sezione per trovare maggiori informazioni in merito.
7. Scheda dell'estrusore
Questo componente controlla la temperatura dell'hotend e il funzionamento delle ventole. Se la scheda dell'estrusore non funziona correttamente, può causare problemi di sottoestrusione accidentale e di surriscaldamento durante il lavoro di stampa.
Per verificare se il problema riguarda una scheda dell'estrusore, scambiate le schede dell'estrusore. Se il problema si sposta sull'altra testina di stampa, sarà necessario scambiare la scheda dell'estrusore in questione con una nuova.
- Per maggiori informazioni su come scambiare e sostituire le schede dell'estrusore, clicca sulla foto che corrisponde alla tua stampante.
Come cambiare le schede dell'estrusore
8. Regolare, pulire e controllare il motore dell'estrusore
.jpg)
Se il motore dell'estrusore non riesce a spingere correttamente il filamento si può verificare una sottoestrusione. A volte questo fenomeno è accompagnato da un rumore di click ripetitivi.
- Per riparare o cambiare il motore dell'estrusore, clicca sulla foto che corrisponde alla tua stampante.
| Come controllare il funzionamento del motore dell'estrusore | |||
|
|
|
|
Se il problema persiste, scambiate i driver dell'estrusore e controllate se il problema si sposta dall'altro lato. Il seguente articolo può aiutarvi in questo senso:
Come cambiare i driver dell’estrusore
| Come cambiare il driver dell'estrusore | |||
|
|
|
|
Conclusioni
- Tieni aggiornati la tua stampante e lo slicer per evitare bug che potrebbero causare la sottoestrusione.
- Usa i profili raccomandati per verificare se il problema proviene dalle impostazioni di stampa o dall'hardware.
- Mantenere il filamento asciutto e conservato correttamente per evitare problemi di sottoestrusione legati all'umidità.
- Regola la temperatura, riduci la velocità di stampa sotto i 50mm/s ed evita impostazioni di retrazione aggressive.
- Pulite il vostro hotend ogni volta che dovete cambiare il tipo di materiale per evitare intasamenti.
- Mantenete le ventole del raffreddatore libere da polvere o stringhe di filamento.
- Ricordatevi di pulire il motore dell'estrusore se avete avuto problemi di sottoestrusione.
- Se hai ancora problemi di sottoestrusione, contatta il nostro team di supporto.
| Inviaci i tuoi commenti su questo articolo |  |
||
|
ARTICOLI CORRELATI |
|||
 |
 |
||