Was ist Unterextrusion und weshalb sie auftritt
Wie der Name schon sagt, kommt es zu einer Unterextrusion, wenn das Hotend weniger Filament als gewünscht extrudiert. Dieses Problem wirkt sich direkt auf die Qualität des gedruckten Werkstücks aus und lässt es grob, unvollständig und schwächer als gewöhnlich aussehen. Es gibt viele Faktoren, die dies bewirken können.
 |
Wir empfehlen die Verwendung von BCN3D-Filamenten mit unseren 3D-Druckern. Die Standardprofile von BCN3D Stratos für BCN3D-Filamente wurden von unserem Labor so angepasst, dass sie die beste Qualität und Zuverlässigkeit für Ihre Drucke liefern. Wenn Sie also bei einem unserer Filamente eine Unterextrusion feststellen, ist es möglich, dass das Filament einfach nur getrocknet werden muss oder dass es ein Problem mit der Hardware selbst gibt. |
Es gibt viele Möglichkeiten, dieses Problem zu beheben, da es viele Ursachen dafür geben kann. Sie sollten alle Möglichkeiten prüfen, um das Problem ausfindig zu machen und es wirksam zu beheben.
Wie man es repariert
Da diese Unterextrusion viele verschiedene Ursachen haben kann, kann die Fehlersuche komplex sein. Hier finden Sie eine Liste aller Ursachen und wie Sie sie beheben können. Wenn eine Methode das Problem nicht lösen kann, gehen Sie zur nächsten über.
1. BCN3D Stratos-Version

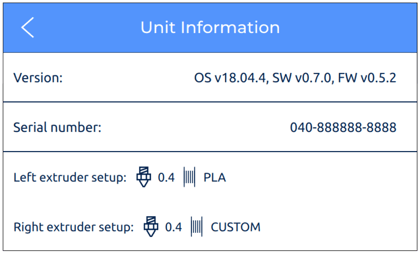
BCN3D Stratos wird ständig mit neuen Profilen aktualisiert, die die Dienstqualität verbessern. Achten Sie auf die Veröffentlichung neuer Versionen von BCN3D Stratos und sorgen Sie dafür, dass es auf dem neuesten Stand bleibt.
Wie Sie Stratos herunterladen und installieren können, erfahren Sie in diesem Artikel: BCN3D Stratos.
2. Firmware
 |
/bcn3d-install-firmware-1.png?width=427&name=bcn3d-install-firmware-1.png) |
Ein Drucker mit veralteter Firmware kann einige Fehler aufweisen, die eine Unterextrusion verursachen können. Um die Firmware des Druckers zu aktualisieren, lesen Sie bitte die folgenden, nach Modell geordneten Artikel.
| Wie kann man die Firmware updaten | |||
 |
 |
 |
|
3. So kann man das Druckprofil für Ihr Material erstellen

Um Unterextrusion zu vermeiden, empfehlen wir die Standardprofile für BCN3D Filamente in Stratos. Diese Profile wurden speziell entwickelt, um einen sicheren Druck zu gewährleisten und so die beste Druckqualität zu erzielen. Wenn Sie mit unserem Material eine Unterextrusion feststellen und gleichzeitig unsere Standardprofile verwenden, gehen Sie zum nächsten Punkt.
Wenn Sie benutzerdefinierte Profile oder Filamente einer anderen Marke verwenden, beachten Sie, dass es einige Faktoren gibt, die ebenfalls zu Unterextrusion führen können.
- Drucktemperatur: Wenn Sie eine Unterextrusion feststellen, sollten Sie in der Regel als erstes die Drucktemperatur überprüfen. Die meisten 3D-Druckfilamente weisen bei ein und derselben Spule eine Reihe von Temperaturen auf. Um die richtige Temperatur zu finden, können Sie den folgenden Test drucken und die Drucktemperatur ändern, bis Sie die beste Qualität gefunden haben.
- Druckgeschwindigkeit: Wenn die Druckgeschwindigkeit zu hoch ist, können Sie feststellen, dass das Hotend nicht in der Lage ist, genügend Material auf das gedruckte Teil zu extrudieren. Geschwindigkeiten von 50 mm/s sind im Allgemeinen gut für ABS, PLA und PET-G geeignet, während für andere Filamente möglicherweise niedrigere Geschwindigkeiten erforderlich sind.
- Rückzugseinstellungen: Der Rückzug ist eine Funktion, bei der das Filament ein wenig aus der Düse herausgeschoben wird, um ein Auslaufen während der Bewegung zu verhindern. Wenn die Anzahl der Rückzüge, der Rückzugsabstand oder die Rückzugsgeschwindigkeit zu hoch ist, kann es zu Lücken an den Wänden des Drucks oder zu Verstopfungen des Hotend kommen.
- Berücksichtigen Sie, dass die Unterextrusion auch vom Filament und der Raumfeuchtigkeit, der Raumtemperatur und den Herstellungsfehlern abhängt.
- Wenn Sie Materialien verwenden, die nicht von BCN3D stammen, können Sie sich gerne an den Hersteller wenden, um ein Druckprofil für Ihr Filament zu erhalten.
Um andere Probleme mit unseren Filamenten zu vermeiden, lesen Sie die folgenden Tipps und Tricks für jedes Material:
| Standard Materials | PLA | TPLA | PVA | TPU | BVOH | PET-G | |||||
| Technical Materials | ABS | PA | PP | ||||||||
| Composite Materials | PAHT CF15 | PP GF30 | PET CF15 | 316L | 17-4 PH | ||||||
4. Wie kann man die Bowdenrohre überprüfen

Der Bowden und das Filament stehen in konstanter Reibung. Gelegentlich kann ein Übermaß an Reibung das Filament stoppen und eine Unterextrusion verursachen. Überprüfen Sie den Bowden, ob er verbogen ist oder eine schlechte Form hat.
Sollte dies der Fall sein, wenden Sie sich an uns oder an den Händler Ihrer Wahl, um ein neues Bowdenrohr zu erhalten.
5. Schlechte Kühlung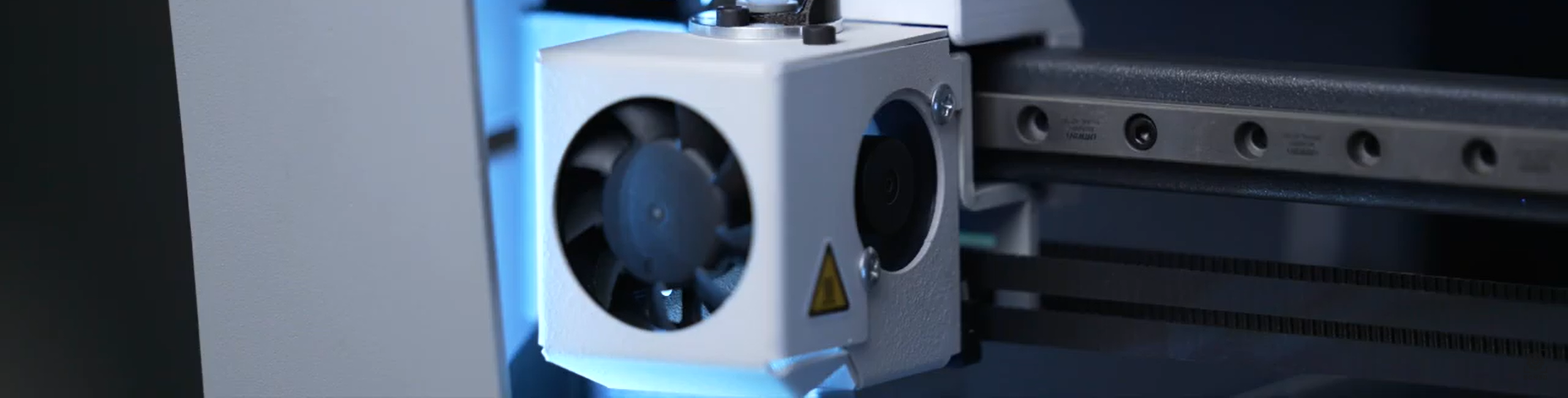
Eine zu hohe Temperatur im Druckkopf kann zu einer Verstopfung im Hotend führen, was zu einer allmählichen Unterextrusion während des Drucks führt, bis kein Filament mehr extrudiert wird. Prüfen Sie, ob die Ventilatoren des Kühlers sauber sind, und verwenden Sie einen Staubsauger oder eine Bürste, um sicherzustellen, dass die Ventilatoren nicht blockiert sind.
Um zu überprüfen, ob die Ventilatoren ordnungsgemäß funktionieren, klicken Sie auf den folgenden Artikel, der Ihrem Druckertyp entspricht:
| Wie man die Funktion des Kühlerlüfters überprüfen kann | |||
|
|
|
|
- In manchen Fällen kann die Raumtemperatur dies beeinflussen, insbesondere bei PLA. Vergewissern Sie sich, dass die Raumtemperatur nicht über 25 ºC liegt und der Raum gut durchlüftet ist.
6. Reinigung oder Austausch des Hotends
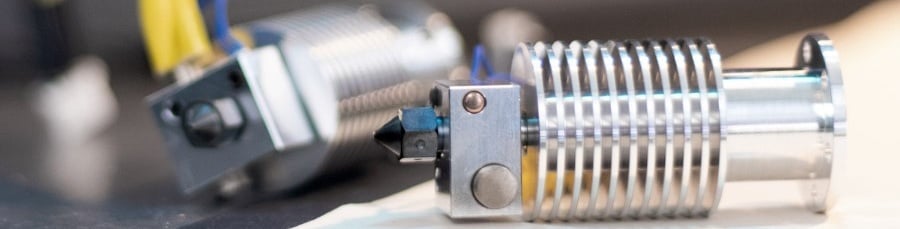
Eine konstante Unterextrusion während des gesamten Werkstücks zeigt, dass das Problem wahrscheinlich im Hotend liegt, insbesondere wenn Sie verschiedene Materialien im selben Hotend verwenden. Manchmal wird dies von einem sich wiederholenden Klickgeräusch begleitet. Wenn Sie mehrere Materialtypen verwenden, können die Hotends mit der Zeit verstopfen. Bei jedem Wechsel der Materialart sollten Sie das Hotend immer mit Nylon reinigen.
- In diesen Artikeln erfahren Sie, wie Sie die Hotends reinigen können:
| Wie kann man ein Hotend reinigen | |||
|
|
|
|
| Wie man ein Hotend entstopft kann | |||
Bleibt das Problem bestehen, ist das Hotend wahrscheinlich beschädigt. Versuchen Sie, die Hotends zu tauschen und zu drucken. Wenn sich das Problem auf die andere Seite verlagert, müssen Sie das problematische Hotend entfernen. Die folgenden Artikel enthalten Informationen über diesen Prozess:
| Wie man ein Hotend ersetzen kann | |||
|
|
|
|
- Warnung! Gehärtete Stahlspitzen sollten nicht für nicht-abrasive Materialien wie PLA, ABS, PET-G, TPU, etc. verwendet werden. Für nicht-abrasive, glatte Materialien sollten Sie am besten Hotends mit Messingspitzen verwenden.
Wenn das Hotend verbrannt oder beschädigt ist, liegt wahrscheinlich ein Problem mit der Extruderplatine vor. Im nächsten Abschnitt finden Sie weitere Informationen dazu.
7. Kontrolle der Extruderplatte
Diese Komponente regelt die Temperatur im Hotend und den Betrieb der Ventilatoren. Wenn die Extruderplatte nicht ordnungsgemäß funktioniert, kann es während des Druckauftrags zu Unterextrusions- und Überhitzungsproblemen kommen.
Um zu prüfen, ob das Problem mit einer Extruderplatte zusammenhängt, tauschen Sie die Extruderplatten aus. Wenn sich das Problem auf den anderen Druckkopf überträgt, müssen Sie die betreffende Extruderplatte gegen eine neue austauschen.
- Für weitere Informationen zum Austausch der Extruderplatten klicken Sie bitte auf den folgenden Foto, der Ihrem Drucker entspricht.
| Austausch der Extruderboard | |||
|
|
|
|
8. Einstellen, Reinigen und Überprüfen des Extrudermotor.jpg)
Wenn der Extrudermotor das Filament nicht richtig fördern kann, kommt es zu einer Unterextrusion. Manchmal wird dies von einem sich wiederholenden Klickgeräusch begleitet.
- Um den Extrudermotor zu reparieren oder auszutauschen, klicken Sie auf den folgenden Foto, der Ihrem Drucker entspricht.
| den Betrieb des Extrudermotors überprüfen | |||
|
|
|
|
Wenn das Problem weiterhin besteht, tauschen Sie die Extrudertreiber aus und prüfen Sie, ob sich das Problem von der Seite löst. Der folgende Foto, der Ihrem Drucker entspricht, kann Ihnen dabei helfen:
| Wechseln des Extrudertreibers | |||
|
|
|
|
Schlussfolgerungen
- Halten Sie Ihren Drucker und Ihre Schneidemaschine auf dem neuesten Stand, um Fehler zu vermeiden, die zu Unterextrusion führen können.
- Verwenden Sie die empfohlenen Profile, um zu prüfen, ob das Problem von den Druckeinstellungen oder der Hardware herrührt.
- Halten Sie Ihr Filament trocken und lagern Sie es richtig, um Unterextrusionsprobleme im Zusammenhang mit der Feuchtigkeit zu vermeiden.
- Passen Sie die Temperatur an, reduzieren Sie die Druckgeschwindigkeit auf unter 50 mm/s und vermeiden Sie aggressive Rückzugseinstellungen.
- Reinigen Sie Ihre Heizeinheit jedes Mal, wenn Sie die Materialart wechseln müssen, um Verstopfungen zu vermeiden.
- Halten Sie die Kühlerlüfter frei von Staub oder Filamentfäden.
- Denken Sie daran, den Extrudermotor zu reinigen, wenn Sie Probleme mit der Unterextrusion haben.
- Wenn Sie weiterhin Probleme mit der Unterextrusion haben, wenden Sie sich an unser Support-Team.
| Senden Sie uns Ihre Kommentare zu diesem Artikel |  |
||
|
ÄHNLICHE ARTIKEL |
|||
 |
 |
||