¿Por qué se desgasta el filamento con las retracciones?
Durante el proceso de impresión, los engranajes de los motores de extrusión "muerden" suavemente el filamento para hacerlo avanzar o retroceder. Si un área del filamento es marcada repetidas veces por los motores de extrusión, puede llegar un punto en que la sección del filamento se reduzca tanto que los motores no puedan traccionarlo.
Este efecto se conoce en ingles como "Filament Grinding" y es una causa habitual de under extrusion en piezas que requieren de muchas retracciones.
Para evitar el desgaste del material existen dos posibles soluciones a nivel de configuración:
Solución 1. Hacer uso del parámetro Prevent filament grinding
Es la solución más rápida y sencilla pero consume una alta cantidad de material, consiste en realizar una purga de material cuando en una longitud de filamento se realizan muchas retracciones.
Esto se realiza haciendo uso de tres parámetros: prevent filament grinding, el recuento máximo de retracciones y la ventana de distancia mínima de extrusión.
%20Cropped%20(1).png?width=688&name=Ventana%20de%20distancia%20m%C3%ADnima%20de%20extrusi%C3%B3n%20(2)%20Cropped%20(1).png)
Para hacer uso de esta solución deberás configurar los siguientes parámetros como se muestra a continuación:
1. Activa la opción Prevent filament grinding.
Esta opción se encuentra en el apartado de Materiales. En caso de no encotrarla ve al menú de ajuste, ajuste de visibilidad de parámetros, y selecciona todos.

2. Indica el recuento máximo de retracciones.
Para simplificar el proceso puedes usar esta tabla como norma general dependiendo del tipo de filamento:

3. Delimita la ventana de distancia mínima de extrusión a 1mm.

Con estos valores, la impresora purgará material cada vez que en 1mm de filamento se realicen 10 o 20 retracciones, que son las retracciones promedio que se necesitan para desgastar el filamento.
Solución 2. Optimizar el perfil de impresión
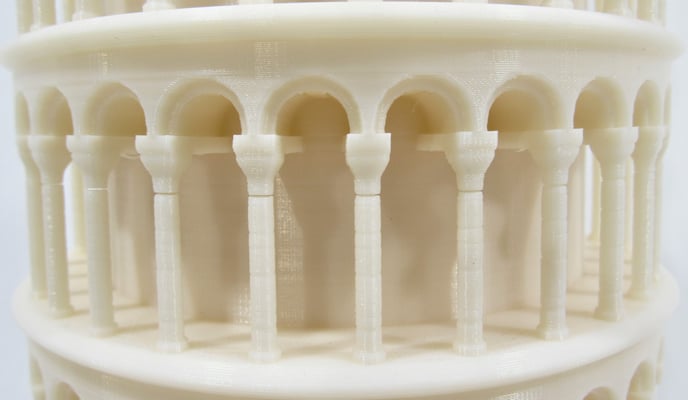
Los problemas de impresión son ocasionados comúnmente por un perfil que no es óptimo para imprimir una determinada pieza, debido a que "no es lo mismo imprimir un cubo de 40*40*40mm que la Sagrada Familia a escala 1:480".
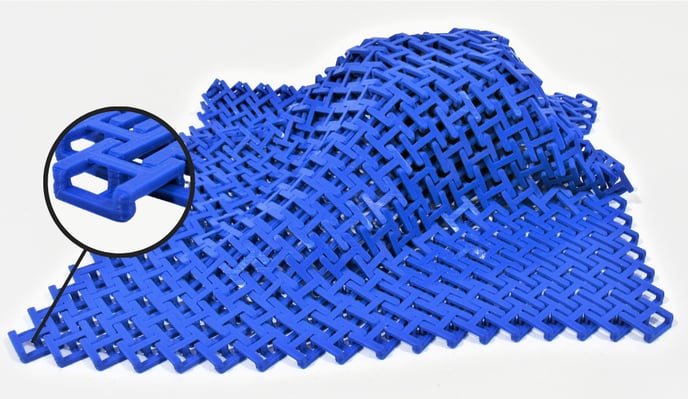
Además, mejorar el perfil de impresión permite reducir el gasto de material a diferencia de la solución anterior. ¡Imagina cuanto material puedes desperdiciar en una impresión como la siguiente!
Y para ayudarte en esta tarea que puede tornarse compleja, puedes seguir los consejos a continuación.
Consejo 1. Imprime despacio

Las retracciones están relacionadas con la velocidad de impresión, si imprimes muy rápido estás se realizarán rapidamente y tenderán a dañar el filamento.
Dependiendo del tipo de material y como punto de partida, te recomendamos imprimir a las siguientes velocidades:
- Sugerencia: para no incrementar el tiempo de impresión debido a la reducción de la velocidad, puedes ajustar ciertos parámetros de impresión que te permitiran acelerar tus impresiones.
- Puedes variar la velocidad de impresión en incrementos de ± 5mm/s para encontrar la velocidad ideal para imprimir tu proyecto.
Consejo 2. Ajusta la velocidad de retracción

La velocidad de retracción no solamente influye en que tan rápido el motor de extrusión tira y empuja del hilo, sino también a la sujeción entre motor y el filamento.
Para mejorar el agarre del motor, es necesario reducir la velocidad de retracción. Con ello, la retracción será más controlada y el filamento sufrirá menos desgaste.
Utiliza los valores de la tabla a continuación como base para mejorar el perfil de impresión:
- Nota: al reducir la velocidad de retracción pueden quedar restos de filamento en la pieza y para evitarlo puedes aumentar la velocidad en intervalos de 2mm/s.
Retrae el filamento solo lo necesario

La distancia de retracción ayuda muy poco a evitar el desgaste del filamento, sin embargo es un parámetro útil para ahorrar tiempo de impresión al después de haber reducido la velocidad de retracción.
Para velocidades de retracción entre 20 mm/s y 15mm/s, la distancia de retracción puede situarse de forma general en 4mm.
- Nota: En caso de presentarse restos de filamento o stringing en la pieza, puedes aumentar en intervalos de 1mm la distancia de retracción.
- Es importante no exceder los 7mm para evitar atascos o underextrusion.
Conclusiones
- Prevent filament grinding es una solución fácil de configurar y efectiva para evitar problemas de under extrusion pero requiere de un alto gasto de material.
- La mejorar del perfil de impresión ayuda al ahorro de material.
- Para optimizar un perfil de impresión orientado a piezas con muchas retracciones es necesario reducir la velocidad de impresión y la velocidad de retracción.
- Reducir en exceso la velocidad y distancia de retracción puede provocar la aparición de stringing en la pieza, para solucionarlo, incrementa la velocidad de retracción en intervalos de 2mm/s y la distancia de retracción en 1mm.