Tabla de contenidos
Acelerar las impresiones duales
Velocidad de impresión
Lo primero que nos viene a la mente es aumentar la velocidad de impresión. Normalmente es una mala idea, pero si estudiamos un poco cómo se establecen las velocidades en las configuraciones predeterminadas, podemos ahorrar mucho tiempo.
No puedes simplemente aumentar la velocidad y esperar que el tiempo de impresión sea muy bajo. Harás que la impresora sea más ruidosa y es probable que ocurran problemas de desplazamiento de capas.
- Nota: En BCN3D Stratos: Ve a Configuración/Configurar la visibilidad de la configuración y luego haz clic en Verificar todo.
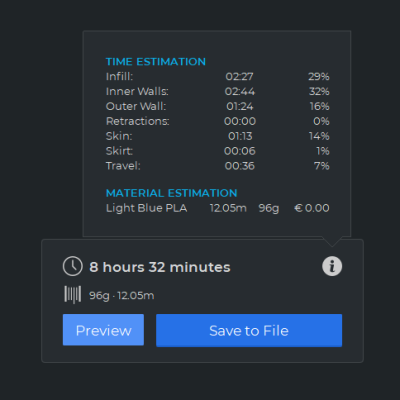
La parte en la que la impresora dedica más tiempo a imprimir son en realidad las paredes, que se imprimen mucho más lentamente que la de impresión real:
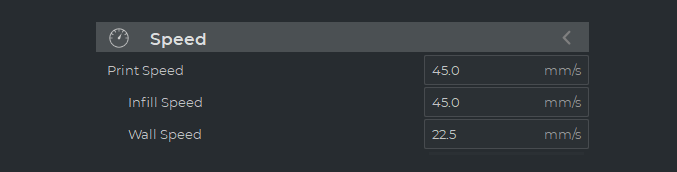
Si aumentas la velocidad de pared exterior/interior, siempre que sea inferior a 50 mm/s, debería ser seguro para la impresora y la pieza en sí. El tiempo de impresión se reduciría casi a la mitad, según el modelo que desees imprimir.
- Nota: la calidad de la superficie será un poco más baja que con velocidades de pared más lentas, pero aún así deberías obtener un buen resultado.
Tipo de relleno y densidad
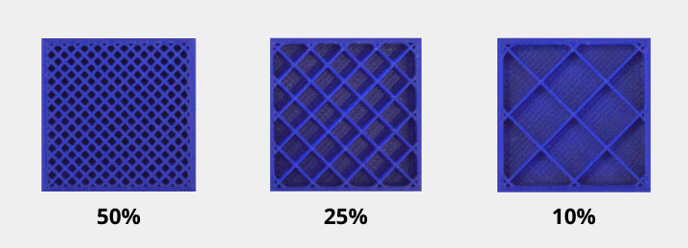
En BCN3D Stratos hay una gran variedad de tipos de relleno y su densidad se puede regular al porcentaje que desees. Si quieres piezas resistentes, ten en cuenta que la impresión saldrá más lentamente. Si necesitas impresiones más rápidas, reduce el porcentaje de relleno y cambia a un tipo diferente para optimizar la resistencia( por ejemplo Gyroid).
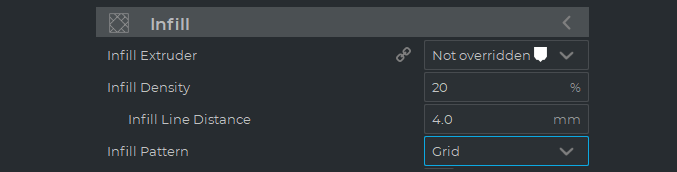
- Si la pieza impresa no necesita tener ninguna resistencia mecánica, puedes utilizar el parámetro de infill gradual para ahorrar material.
Tamaño de hotend
Cambiar el tamaño del hotend también puede ser útil para reducir los tiempos de impresión. Por ejemplo, las boquillas de 0,8 mm imprimirán mucho más rápido que las de 0,4 mm, ya que son capaces de extruir más filamento en el mismo periodo de tiempo. Esto también puede afectar al acabado superficial de la pieza. Un hotend de diámetro mayor no imprimirá esquinas tan nítidas o detalles pequeños con la misma fidelidad.
Altura de capa
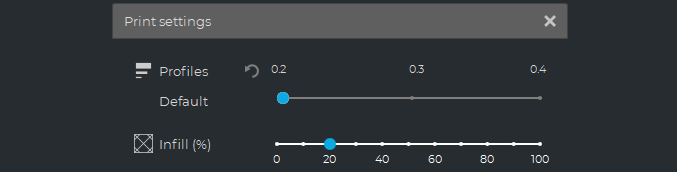 La altura de la capa es el factor más determinante en los tiempos de impresión y afecta proporcionalmente: si estableces una altura de capa de por ejemplo 0,2 mm, saldrá en la mitad del tiempo de impresión.
La altura de la capa es el factor más determinante en los tiempos de impresión y afecta proporcionalmente: si estableces una altura de capa de por ejemplo 0,2 mm, saldrá en la mitad del tiempo de impresión.
Una cosa a tener en cuenta es que no se puede configurar una altura de capa superior a 0,7 veces el diámetro de la boquilla. Además, cuanto mayor sea la altura de capa, mayor será la temperatura que se necesitará para imprimir correctamente.
Acelerar las impresiones duales

Cuando se utiliza la función de extrusión dual, los tiempos serán más altos de lo habitual. Los cambios de extrusor, la purga y los recorridos adicionales son los factores que ralentizan las impresiones.
Si quieres imprimir en extrusión dual y ahorrar tiempo, existen dos ajustes principales que puedes ajustar:
1. Desactivar torre auxiliar
La torre auxiliar es una impresión desechable que se genera para depositar sobre ella todo el material que haya que purgar para lograr impresiones con un acabado más limpio. Esta torre gasta un tiempo adicional y también consume un poco de filamento extra. Si deseas deshacerte de ella y seguir teniendo una buena calidad, desactiva la torre auxiliar y aumenta un poco la distancia de purga para compensar.
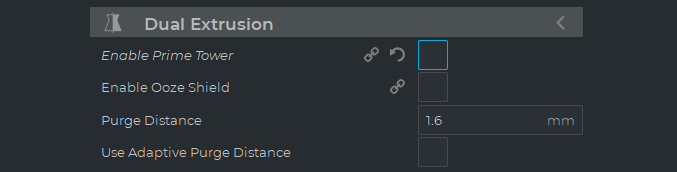
- Nota: Recuerda que si aumentas la distancia de purga y estás imprimiendo con Sigma / Sigmax, es probable que tengas que vaciar los cubos de purga a mitad de impresión.
2. Reducir tiempo en el tiempo de cabezales
Cambiar de un extrusor a otro también conlleva un gasto de tiempo, ya que necesitan subir la temperatura respecto a la temperatura de espera y purgar algo de filamento antes de que el cabezal de impresión vuelva a imprimir. La mejor opción para reducir tiempo es mirar la temperatura de espera del material. Si esta temperatura es alta, el hotend tardará menos en calentarse. Puedes encontrar esta configuración en el menú Material.
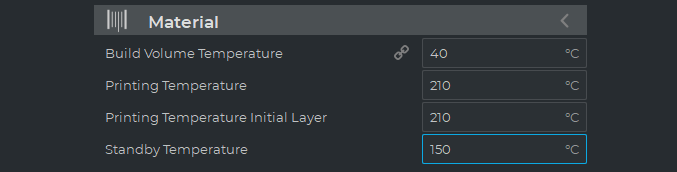
- Advertencia! Cada material reacciona de manera diferente cuando se expone a una temperatura constante durante un largo período de tiempo. Ten mucho cuidado al configurar este parámetro. Una temperatura 25ºC superior a la predeterminada será correcta para casi todos los materiales.
3. Optimización de los soportes solubles
Si quieres ahorrar tiempo y material a la hora de realizar impresiones duales con soportes solubles, utiliza la interfaz de soporte. Ésta creará dos estructuras de soporte diferentes, una de ellas es una pequeña interfaz que utiliza materiales solubles y la otra parte es una estructura normal de soporte utilizando el mismo material que se utiliza para imprimir el modelo, de esta manera se reduce el número de veces que ha de cambiar de herramienta y se ahorra en material de soporte.
Conclusiones
- No incrementes la velocidad de impresión por encima de lo recomendado
- Comprueba los valores específicos de velocidad como la velocidad en las paredes y la velocidad en el infill si quieres aumentar la velocidad de manera segura
- Reduce la densidad del infill y utiliza patrones de infill que optimizen la resistencia como triangulos, cubic o gyroid
- Utiliza hotends más grandes y augmenta la altura de capa, la cantidad de filamento extra extruida ayuda a reducir el tiempo de impresión
- En impresiones en modo Dual, deshabilita la torre de purga y augmenta la temperatura de reposo para ahorrar tiempo en los cambios de herramienta
- Si estás imprimiendo soportes con material soluble, utiliza la interfaz de soporte para ahorrar tiempo de impresión y material.