En este artículo explicaremos las principales causas por las cuales el relleno puede dejar marcas visibles sobre la superficie del modelo. Veremos qué ajustes se pueden realizar tanto en el perfil de impresión como en la propia impresora, consiguiendo así un acabado uniforme en el exterior de la pieza.

Una de las características de la impresión 3D FDM/FFF es la fabricación de objetos sólidos y resistentes sin ser completamente macizos, lo que se traduce en que el objeto se compone de una cáscara o superficie y de una estructura de relleno, la cual confiere rigidez y soporte a las paredes.
Las paredes y el relleno entran en contacto durante el proceso de impresión, esto puede llegar a generar zonas con exceso de material, las cuales dejan marcas sobre la superficie del modelo. Para evitar que estos excesos de material sean visibles, es necesario configurar correctamente el grosor de las paredes, el orden de impresión del relleno y la superposición del relleno, teniendo en cuenta el diámetro del hotend con el que se imprime.
Grosor de perímetro

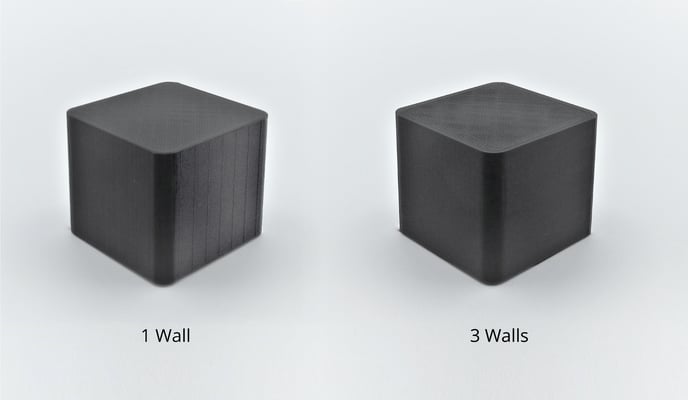
Lo primero que hay que saber es que cuando las paredes son delgadas (pocos perímetros), tienden a marcarse con facilidad las líneas del relleno, sobre todo en las caras superiores de la pieza, ya que el material de las capas finales cae entre los huecos formados por el patrón de relleno. En estos casos es ideal aumentar el grosor del perímetro o el número de capas superior e inferior.
Nota: El grosor del perímetro se puede establecer en milímetros o número de perímetros. Puedes conocer más acerca de este conjunto de parámetros en este artículo: Definiendo el perímetro - BCN3D Stratos
Ahora que tenemos en cuenta el papel que juegan las paredes para evitar que se marque el relleno, surge la pregunta: ¿cuál debe ser su grosor óptimo? La respuesta es bastante amplia, debido a que el grosor mínimo necesario dependerá de otros factores, tales como la superposición del relleno o el diámetro del hotend.
Sin embargo, un buen punto de partida son 3 perímetros, como se verá en el siguiente ejemplo.
Además de las marcas de relleno en las paredes laterales de la pieza, puedes llegar a encontrarte el relleno marcado en las capas superiores o techo de la pieza.
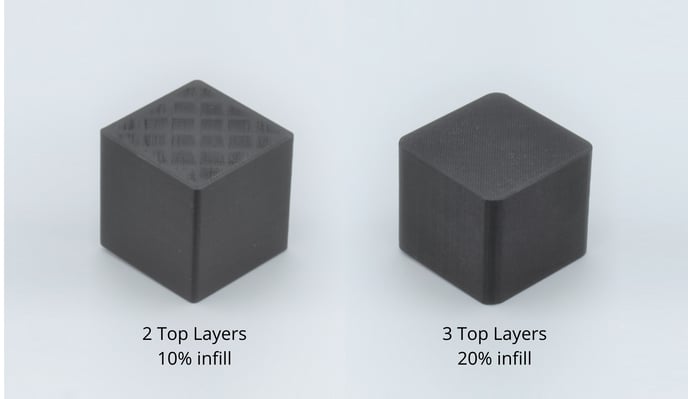
Esto es debido a que el filamento cae en los espacios libres del relleno. Para solucionarlo hay que aumentar el grosor del techo, imprimiendo al menos 3 capas, y configurar la densidad de relleno como mínimo un 15%.
Sin embargo, aumentar el grosor del perímetro en exceso supone consumir más material y aumentar del tiempo de impresión. Por suerte, podemos aplicar otro tipo de solución: también podemos reducir la superposición del relleno.
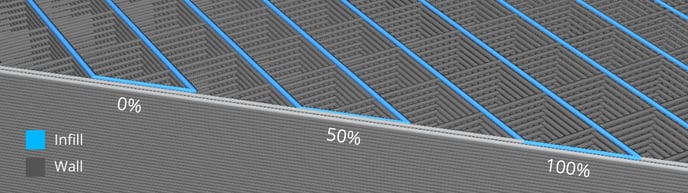
Superposición de relleno

Este parámetro se define como la cantidad de relleno que se imprimirá sobre el perímetro de la pieza, aumentando la resistencia de las paredes pero creando zonas sobre-extruidas.
Nota: Conoce más acerca de este parámetro en este artículo: entendiendo el relleno
Aumentar el porcentaje de superposición de relleno hace más estable y rígida la superficie del modelo, pero en ocasiones puede llegar a dejar marcas sobre las paredes.

Comparando dos piezas iguales impresas con 3 perímetros, las marcas del relleno serán apreciables al tacto y a la vista por encima de una superposición del 50%.
Dejarán de ser visibles por debajo del 20% cuando se imprime con hotends de 0.4mm o 0.6mm. El valor ideal para evitar que el relleno se marque y que la pieza siga siendo estable es del 10%.
Orden de impresión - relleno antes que las paredes

El orden de impresión también es un parámetro que puede provocar que el relleno se marque en las superficies laterales de la pieza. Para este punto será de gran importancia saber cuándo activar o no el parámetro “Relleno antes que las paredes”.
Imprimir primero el relleno tiene como ventaja poder crear voladizos con mayor ángulo de inclinación y buena calidad superficial, debido a que las paredes (perímetros de la pieza) se sujetan y unen a la estructura del relleno, que se ha impreso previamente. Sin embargo, este proceso puede dejar pequeñas marcas en las superficies laterales de la pieza.
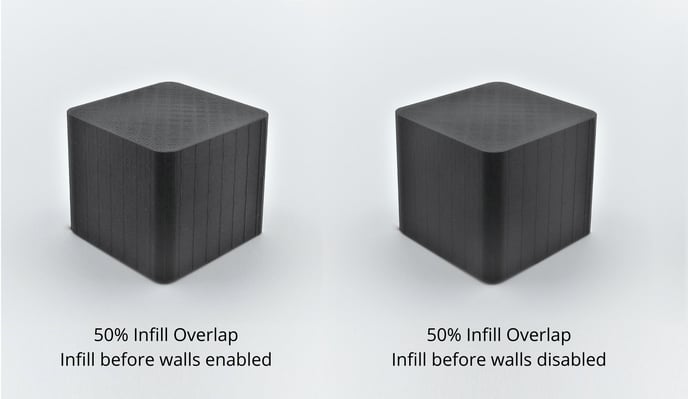
Si tu pieza no tiene grandes voladizos, puedes desactivar esta opción y así conseguir que la superficie del modelo esté libre de marcas.
Nota: El máximo voladizo que se puede imprimir sin soportes depende del díametro del hotend y material que utilices, por ello hemos creado el siguiente artículo donde escontraras más información al respecto: Claves para diseñar modelos imprimibles en 3D
Diámetro del hotend

Finalmente hablaremos de la relación entre el diámetro del hotend y las marcas del relleno. Los defectos superficiales están altamente relacionados con la cantidad de material depositado, debido a que a mayor cantidad de material en una zona, mayor será el tamaño de los defectos.
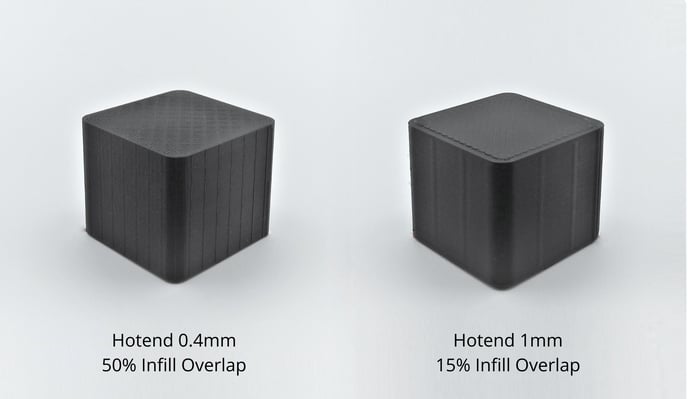
La estrategia para conseguir paredes libres de marcas con hotends finos como 0,4mm o 0,6mm pasa por aumentar el número de perímetros y reducir la superposición del relleno.
Sin embargo, en hotends de 0,8mm o 1mm no podemos seguir la misma estrategia y debemos jugar con el parámetro "Superposición del relleno", reduciéndolo hasta el 0% o llegando incluso a valores negativos.
Comunidad del foro
Necesitas más consejos? Consulte nuestra comunidad del foro.
Es importante mantener la impresora en buen estado para aprovecharla al máximo. En este cuadro encontrarás una lista de los procedimientos de mantenimiento y la frecuencia con la que deben realizarse.
Plan de mantenimiento (Epsilon Series)
Plan de mantenimiento (Sigma Series)
Plan de mantenimiento (BCN3D Sigmax)
Plan de mantenimiento (BCN3D Sigma)
![]() Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D
Lleve sus desechos electrónicos a un reciclador certificado. Revisa como lo hacemos en BCN3D

|
Puedes ayudarnos a mejorar la Knowledge Base de BCN3D. Si crees que nos estamos olvidando algún paso o encuentras algún error, por favor usa este formulario y háznoslo saber. Formulario :) |