In this article, we will dive deep into an advanced method for minimizing the amount of material used during the manufacture of parts, and the parameters that we must follow in order to ensure success. Specifically, we will discuss how to use the minimum amount of material in both supports and infill through the use of the parameter gradual steps.
FFF technology is the creation of a 3D object by melting previously coiled thermoplastic and depositing it on a platform to generate a succession of layers that, once completed, form our three-dimensional object.
One of the great advantages of this type of additive manufacturing technology is the ability to create parts that are practically empty, thus using less material while still achieving our goal.
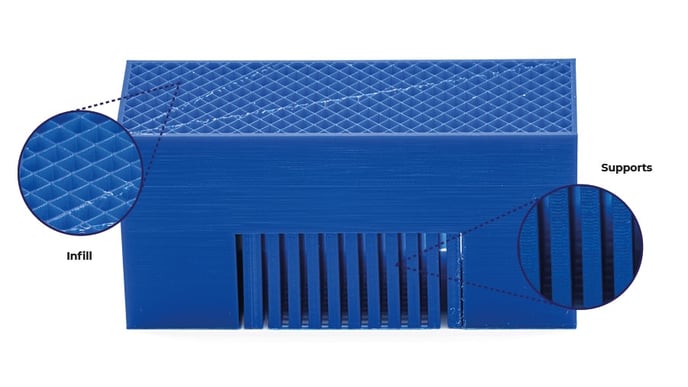
Inside the part, mesh patterns are generated to give it solidity; the denser this mesh is, the stronger the part will be. However, this will take more time as more material needs to be deposited. This internal meshing is called filling.
On the other hand, one of the big disadvantages of this type of technology is the need for support from a certain cantilever angle, which will essentially depend on the material, nozzle, and layer height that we are going to use. For the necessary sections of the part to be generated correctly, we should use the same mesh patterns as the fill material. Since the support material is a residue of the printing as opposed to a part of it, we can therefore say that designs without supports are in fact more sustainable.
It is worth noting that the infill material we use inside the part is not only to provide strength to the object, but also to support the upper parts of the object, also known as ceilings or upper faces.
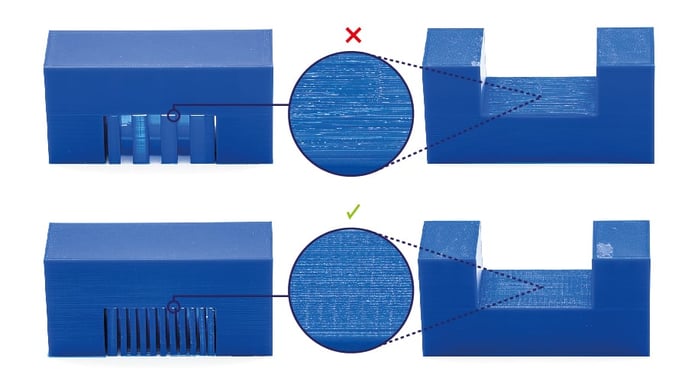
Many times parts need a lot of support and filler material. Although we want to reduce material consumption, we cannot lower the density of these two parameters too much or we will put the part at risk. For example, the supports could leave a bad finish, or there could not be enough filler and the ceilings or upper walls would not be deposited correctly. In short, although lowering the density of the supports and the infill will make the printing faster and we will use less material, if the piece is not going to come out well we will be losing all the material used, rendering the saving counterproductive in this case.
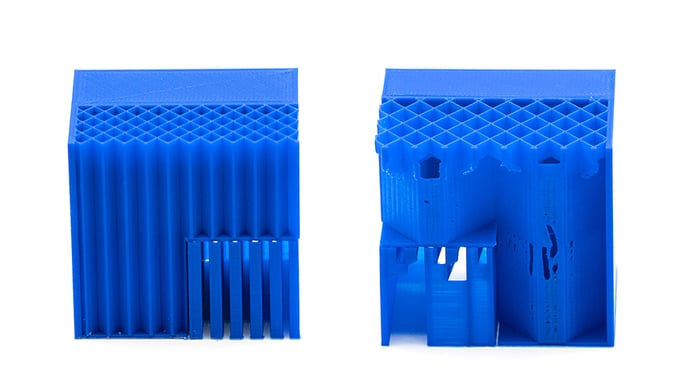
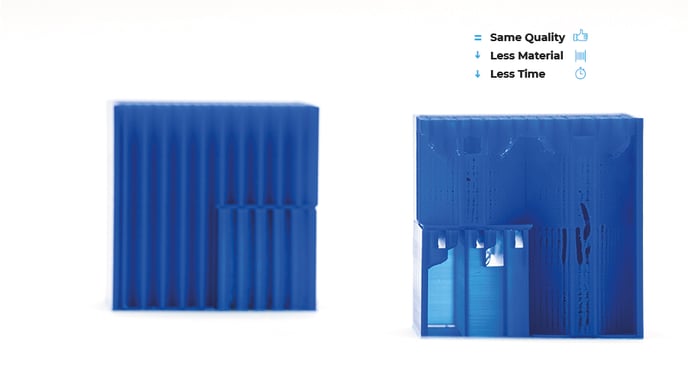
In big pieces, we can find a lot of material waste in the filling, and if the part requires support in the last layers, support towers with a lot of material will be generated. One way to use the minimum amount of material is by activating the gradual steps command, which can be found in both the fill and support parameters. This parameter will vary the density according to how close the support is to our part.
In the case of the infill, it will start with a wider mesh which will become increasingly denser as it approaches the upper layers in order to properly support these upper faces.
In the case of the supports, it will do the same; it will start with a wider mesh and, as it approaches the lower faces of the part, it will generate increasingly dense patterns to correctly support those lower faces and, in turn, the supports.
If this command is not displayed, it can be activated by accessing configure settings visibility from the settings button on the top bar.
The commands to activate are gradual infill steps and gradual infill step height for the fill, and gradual support infill steps, and gradual support infill step height for the supports.
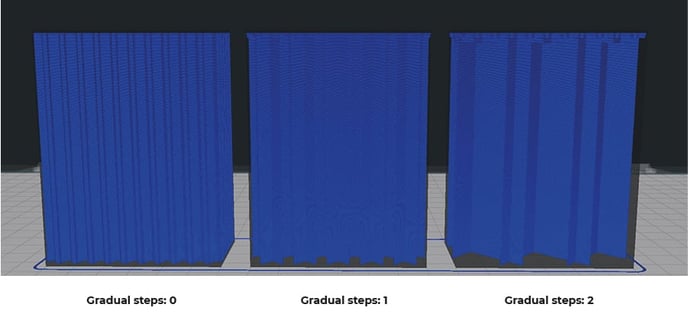
By default, we will find the gradual infill steps and gradual support infill steps commands set to 0. This parameter determines the number of times needed to halve the density of the infill as it moves away from the upper surfaces. The areas closer to the upper surfaces have a higher density, until the infill or support density is reached. The higher the number, the more material we save.
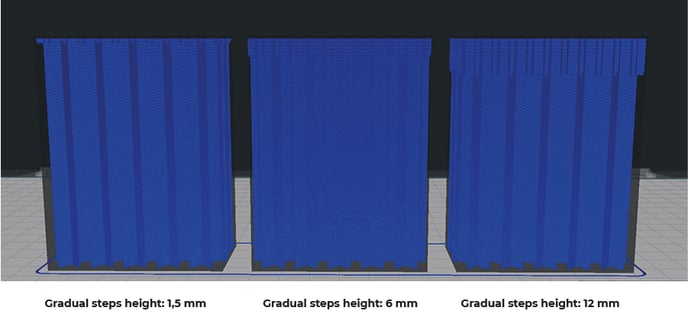
The gradual infill step height and the gradual support infill step height determine the height of the fill of a certain density before changing to half density. Basically, it is the distance at which you will step from one density to half density. This value is set to 1mm by default. The higher this value is, the easier it will be for the machine to deposit the material correctly.
In short, knowing the correct use of this parameter can not only minimize your material waste, but will also cut time from your printing process.
Community forum
Need more tips? Check out our forum community for help.
It's important to keep your printer in good shape to make the most out of it. In this chart, you can find a list of the extruder maintenance procedures and how frequently these should be done.
Maintenance plan (Epsilon Series)
Maintenance plan (Sigma Series)
Maintenance plan (BCN3D Sigmax)
Maintenance plan (BCN3D Sigma)
![]() Take your e-waste to a certified recycler. Check how we do it in BCN3D.
Take your e-waste to a certified recycler. Check how we do it in BCN3D.


|
You can help improve the BCN3D Knowledge Base. If you feel there are guides that we are missing or you found any error, please use this form to report it. Report form :) |