
This article is an exploration of the various ways in which we can generate more flexible geometries through the possibilities offered by the Stratos software. We delve into choosing which parameters to modify, how to modify them, and the effects of these changes.
To do this, we will start by defining the concept of flexibility and differentiate it from hardness, since a soft product is often associated with being a flexible product, and the fact that it is soft generally depends on the hardness:
Flexibility: the ability of a body to bend easily without danger of breaking.
Hardness: resistance of a material to permanent plastic deformation of the surface when scratched or penetrated.
Soft: easily cut, scratched, yielded, or deformed easily, especially when pressed.
In this article, we will focus on BCN3D's TPU, as it is the most flexible material and only thermoplastic elastomer available from BCN3D. Specifically, it is a 98A Shore TPU. Shore hardness is a scale for measuring the elastic hardness of materials, determined from the elastic reaction of the material when an object is dropped on it. A 98A hardness is similar to the hardness of a tire.

In order to achieve more flexibility, we should seek to reduce the elements that provide rigidity to the part as a result of the configuration. To do this, we will focus on parameters that modify the shell and infill. Regarding the shell, we will focus on Wall Thickness or Wall Line Count, Top/Bottom Thickness or Top Layers and Bottom Layers. For the infill, we will focus on Infill Density and Infill Pattern.
Note: if these settings do not appear in your settings menu you can activate them from Preferences / Configure Stratos / Settings.
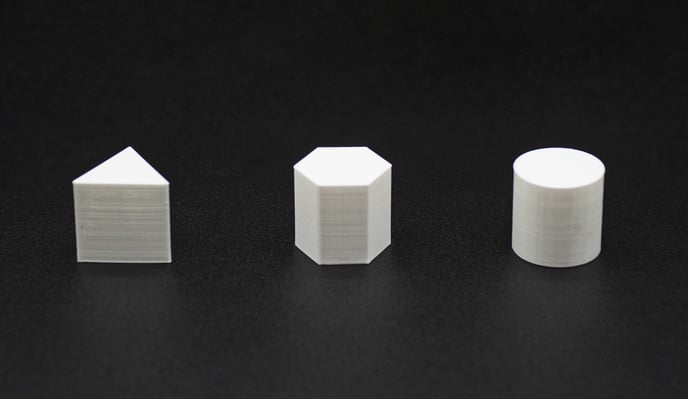
To make our parts more flexible, we will essentially modify the geometry. The parts where more material is concentrated will be the most rigid. Corners are usually parts where a lot of material is concentrated and therefore provide rigidity to the part. Corners with obtuse angles (greater than 90 degrees) will be more flexible than corners with acute angles (less than 90 degrees). Organic geometries without corners will be even more flexible e.g. a cylinder.
However, these parts are still quite rigid... Why is that? Vertical walls discourage flexibility in the vertical axis, whereas ceiling and floor walls discourage flexibility in the horizontal axis. Since we can cause a lot of flexibility in a particular direction, it is important to know in which direction we want the part to be more flexible.
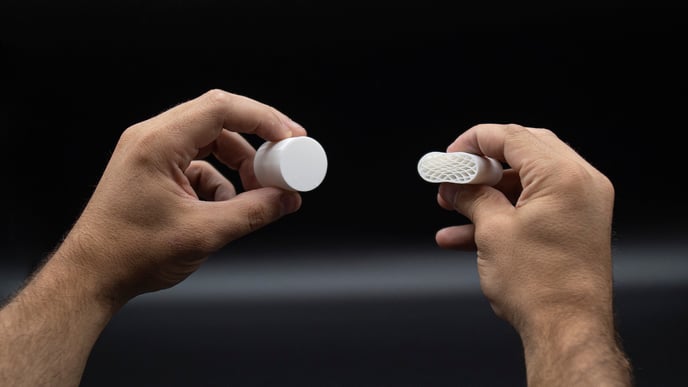
For example, if we remove the top and bottom of the same cylinder that we have printed previously, we find a cylinder with the infill pattern showing and which flexes much more in the horizontal axis.
Note: to remove the tops/bottoms, set the Top Layers and Bottom Layers parameters to 0.
By default, we will find that the software puts a grid pattern in the infill. This is the typical two-dimensional pattern provided by the software. We can find many more types of infill patterns, but the most important thing for knowing which one to choose is to differentiate between the two-dimensional ones, which are basically the same drawings along the entire Z-axis, and the three-dimensional ones, which vary their geometry in the three axes.
The two-dimensional patterns provide a lot of rigidity in the Z axis and, depending on the pattern, very different characteristics in the horizontal plane.
Here we can see how the two-dimensional patterns and their orientation affect the flexibility of the horizontal plane. The grid pattern provides stiffness only if we apply the force parallel to the lines, but if we apply the forces at 45º it behaves in a completely different way. In contrast, the triangular pattern is rigid in all directions, as is the case with the tri-hexagonal pattern.
The two-dimensional pattern that provides the most flexibility is the concentric pattern, as the lines of the infill will not touch the vertical walls and therefore the infill will not resist bending. In this case, the flexibility in the horizontal plane will depend only on the thickness of the wall; the thicker the wall, the stiffer the wall.
On the other hand, there are three-dimensional patterns where the loads are equally distributed in all directions. In general, for the same percentage of density, a three-dimensional pattern provides more stiffness in the horizontal plane than most two-dimensional patterns, but still not more than triangles.
As all three-dimensional patterns provide the same characteristics, we will focus only on the Gyroid pattern.
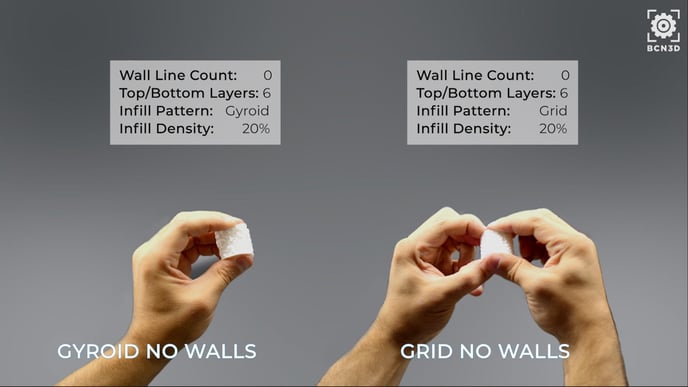
This type of pattern provides a lot of flexibility on the vertical axis compared to the rigidity of two-dimensional patterns. To understand it better, we will activate the tops/bottoms again and this time we will deactivate the walls.
Note: To remove the walls, set the Wall Line Count parameter to 0.
If we want to provide more flexibility, we can reduce the density of the infill. This way the pattern we generate will not be so dense and we will use less material. Generally, less material means more flexibility.
If we are looking for a lot of flexibility in all axes, we have the option of deactivating all the walls i.e. the vertical walls as well as the top and bottom. In this way, with the use of a three-dimensional pattern, we generate a piece very similar to the concept of a sponge that flexes excellently in all directions.
To sum up, we have a variety of options for enhancing the flexibility of our parts:
- Avoid using corners in the geometry.
- Remove top/bottoms for more flexibility in the horizontal plane.
- Grid pattern provides flexibility and horizontal stiffness depending on the orientation.
- Avoid triangular or tri-hexagonal patterns.
- Use concentric or 0% infill pattern for the most flexibility in the horizontal plane.
- Remove walls for more flexibility in the vertical axis.
- Using three-dimensional patterns provides flexibility in the vertical axis.
- Removing walls, tops, and bottoms for flexibility in all directions.
Conclusions
The Stratos software gives us a range of possibilities for modifying the flexible behavior of our parts. In this post, we have studied how the shell and the infill vary the mechanical characteristics, and how you can make the most of them by implementing the use of different parameters with ease.
Can you think of an interesting application in which to implement any of these tips? Share it with us at marketing@bcn3d.com and in our User's projects & prints forum.
Forum community
Need more tips? Check out our forum community for help.
It's important to keep your printer in good shape to make the most out of it. In this chart, you can find a list of the extruder maintenance procedures and how frequently these should be done.
Maintenance Plan (Epsilon Series)
Maintenance Plan (Sigma Series)
Maintenance Plan (BCN3D Sigmax)
Maintenance Plan (BCN3D Sigma)
![]() Take your e-waste to a certified recycler. Check how we do it in BCN3D.
Take your e-waste to a certified recycler. Check how we do it in BCN3D.

|
You can help improve the BCN3D Knowledge Base. If you feel there are guides that we are missing or you found any error, please use this form to report it. Report form :) |